Witam, po up³ywie 11 miesiêcy obudowy s± sklejone.
Temat na pocz±tkowym etapie omawiany ju¿ na forum:
http://diyaudio.pl/showthread.php/26...-2-dro%C5%BCne
Dla przypomnienia monitorki 2 way na:
T.10.250.8.PCX
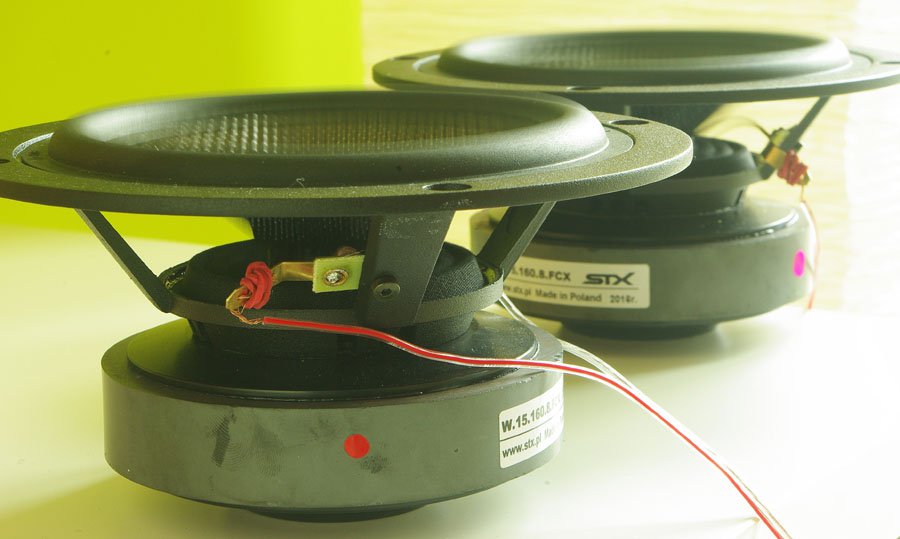
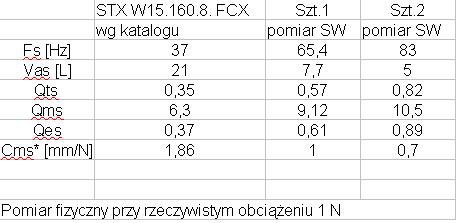
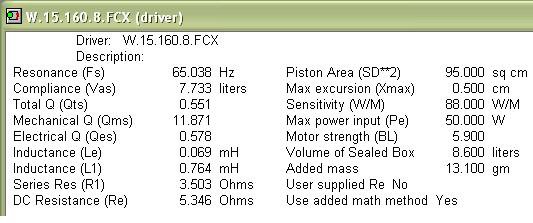
W.15.160.8.FCX
Za³o¿eniem jest wykonania Polskich kolumn o zadowalaj±cej estetyce i przyzwoitym brzmieniu
Materia³ obudowy drewno dêbowe, front pokryty naturaln± skór±.
Dotychczasowe wydatki:
Ko³ki pozycjonuj±ce drewniane bukowe 9z³
deski dêbowe 450z³
obróbka CNC 200z³
pasy ¶cierne 30z³
g³o¶niki i tunele BR 674z³
¶ruby mocuj±ce g³o¶niki 3,5z³
wk³adki gwintowe 44,5z³
politura szelakowa 30z³
rozwiertak nastawny Fi10 43z³
klej do drewna 17z³
klej do skóry 38,5z³
skóra 38,5z³
papier ¶cierny 5,4z³
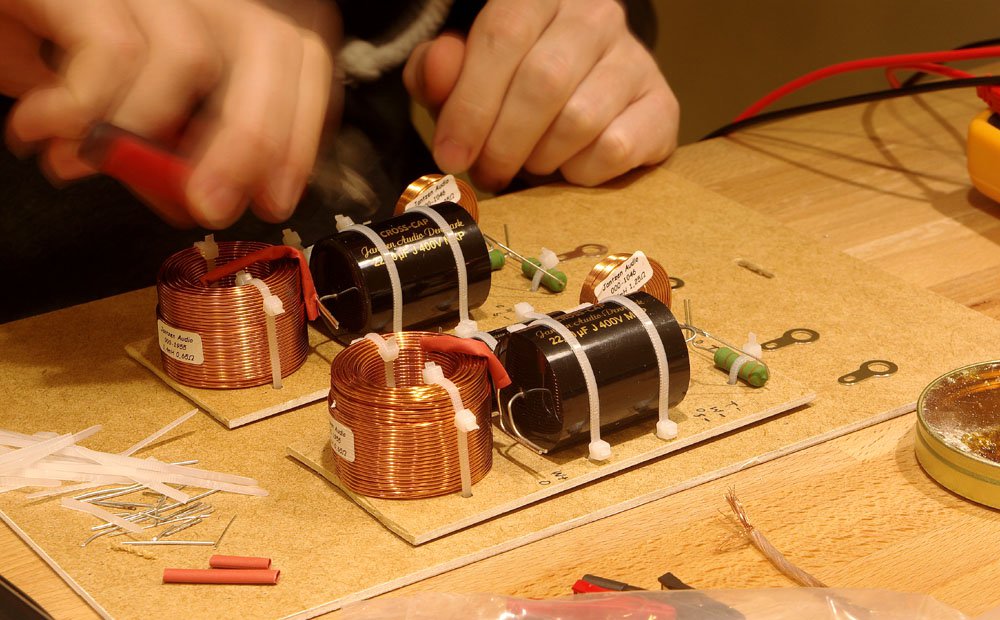
elementy zwrotnicy 177,5z³
jig 75,5z³
przyrz±d do frezowania krawêdzi 43z³
³o¿ysko do freza 20z³
suma na ten moment 1900z³
Zostaje jeszcze do zakupu:
terminale przy³±czeniowe,
kable
wtyczki
materia³ maskownicy
magnesy do maskownicy
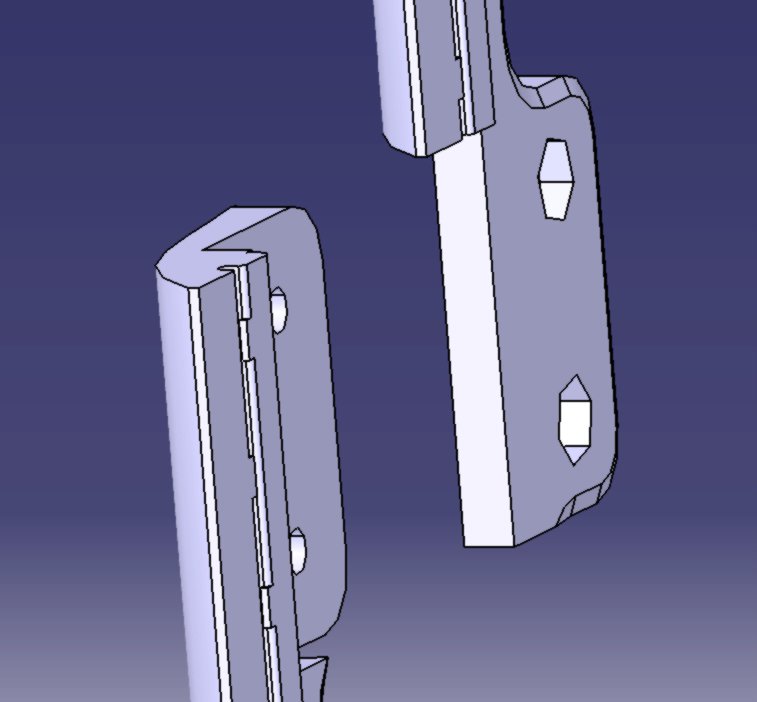
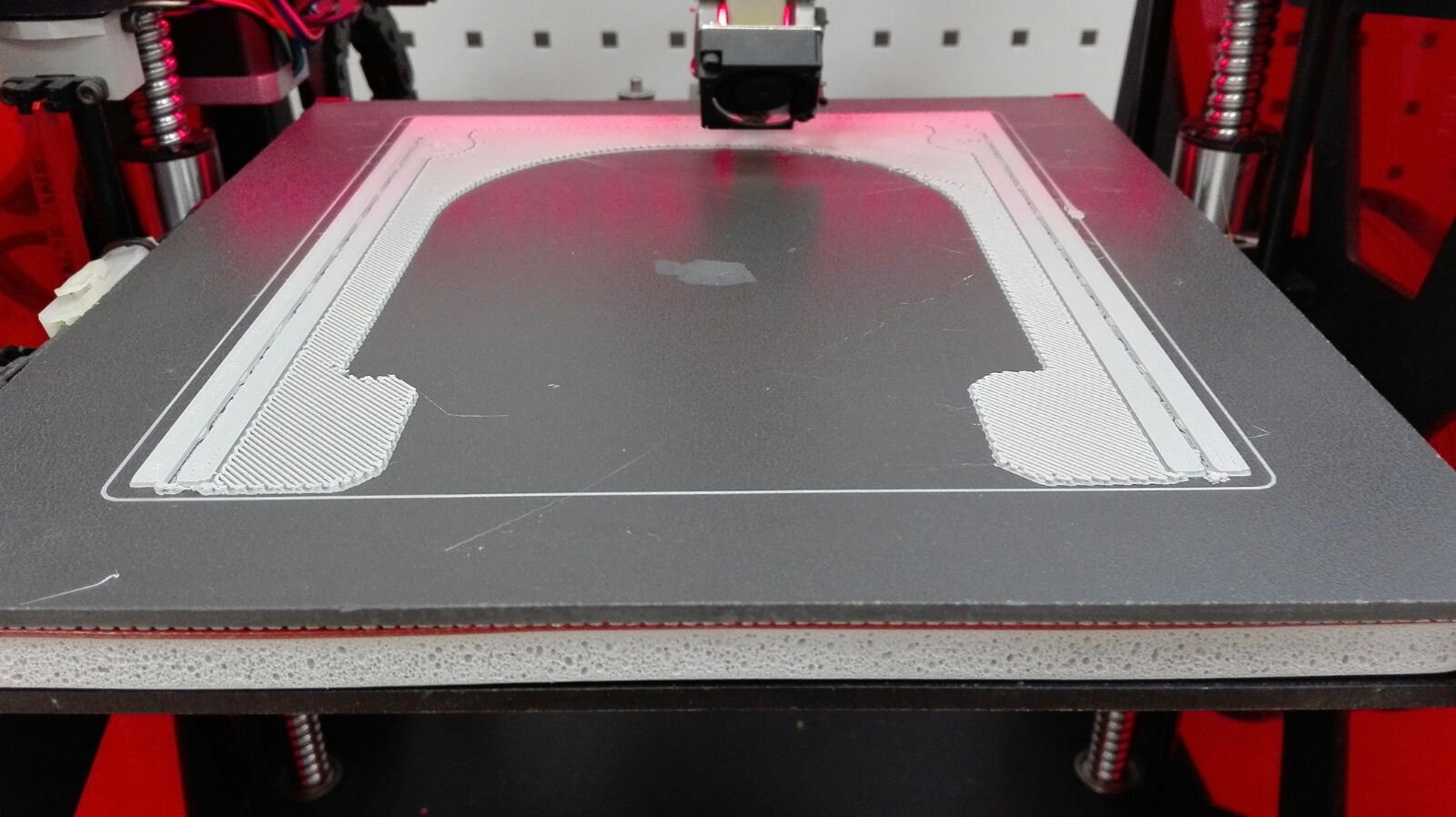
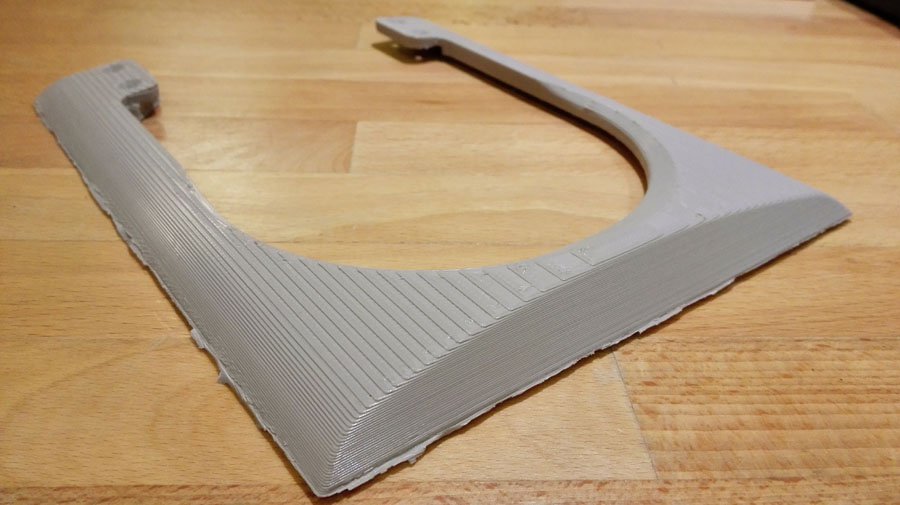
wydruk 3D ramki maskownic
Przedstawiam kilka fotek z budowy:
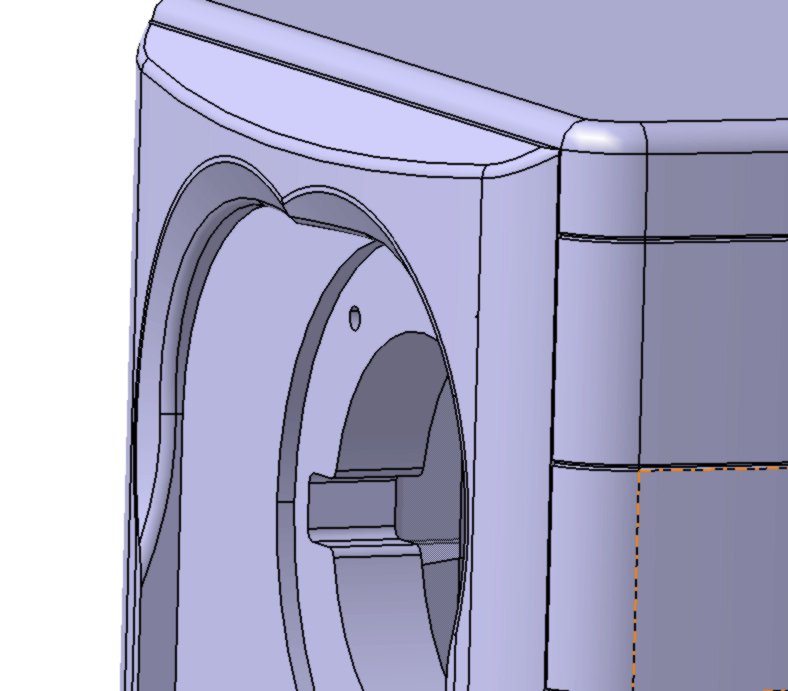
Koncept
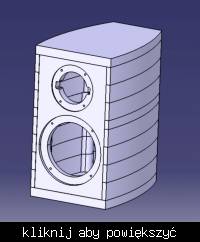
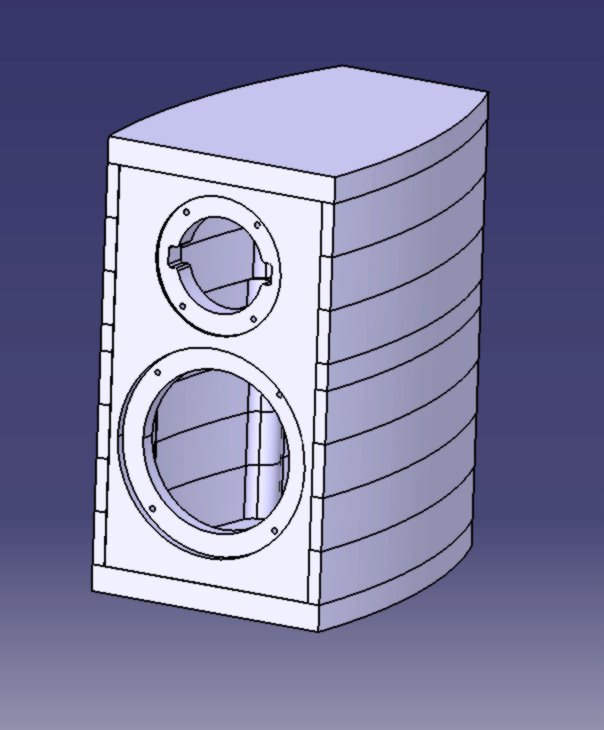
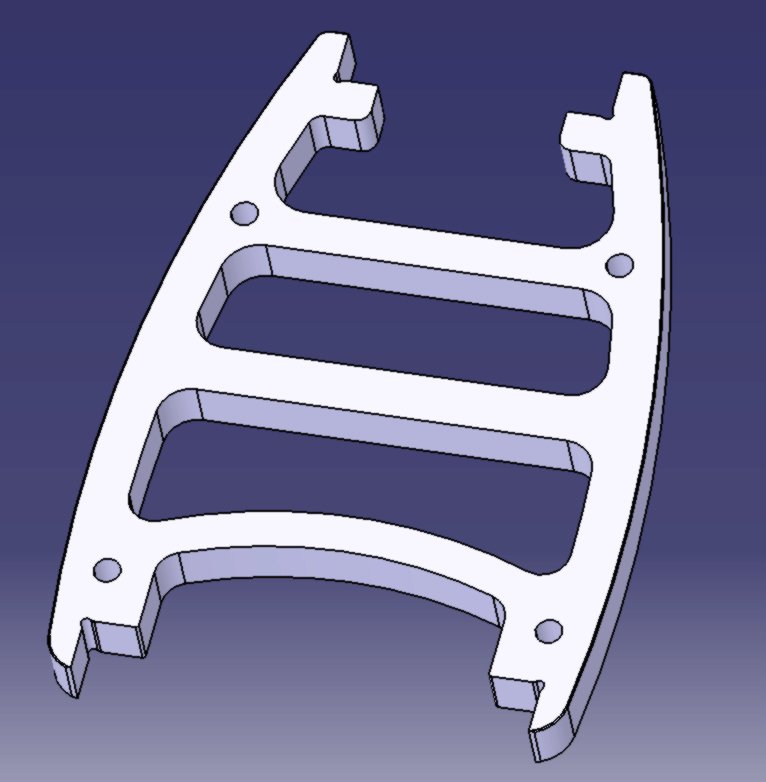
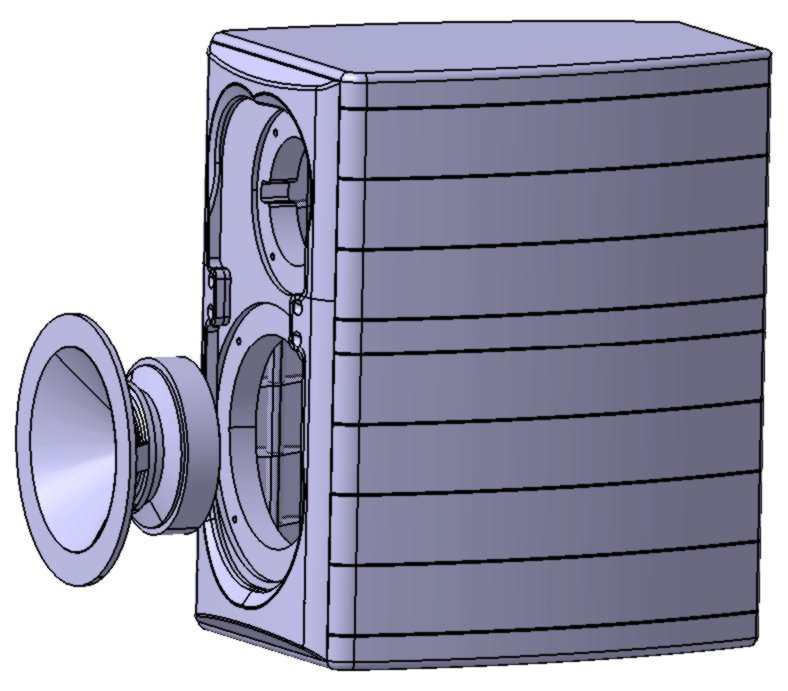
Prace projektowe

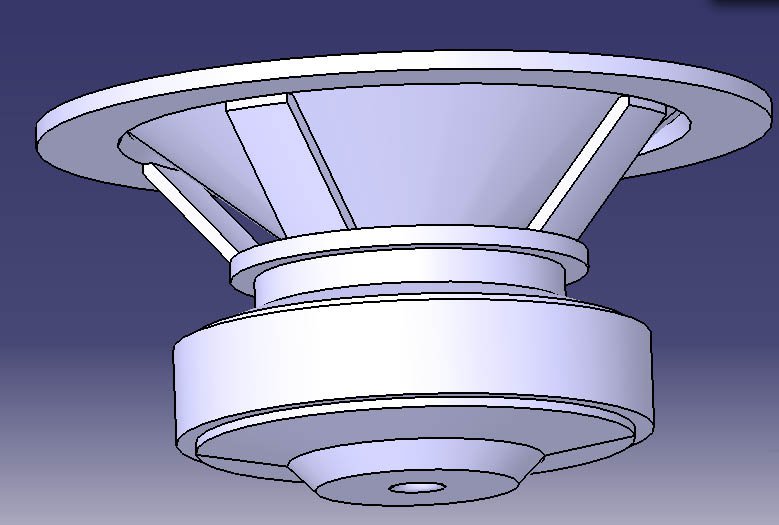
Model monitorka



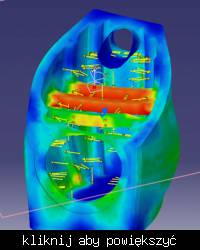
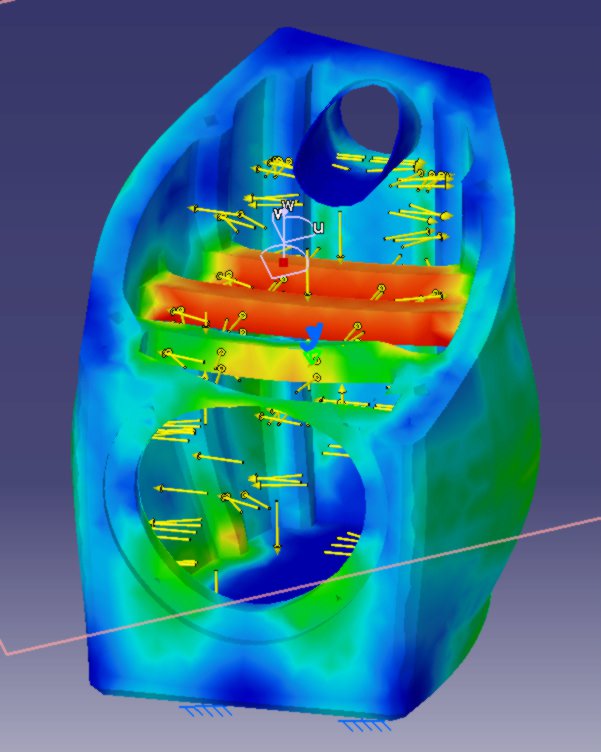
Symulacja po zmianie koncepcji ¿ebra wzmacniaj±cego
Materia³ na obudowy


Elementy po obróbce
G³o¶niki


Pierwsze szlify

¦ruby i wk³adki gwintowe

Elementy u³o¿one jak jenga (próba wyobra¿enia sobie jak to bêdzie wygl±da³o)

Jako ¿e podczas obróbki wyst±pi³y nieoczekiwane przeszkody, trzeba by³o poprawiæ otwory i nadaæ im w³a¶ciwy wymiar (u¿y³em rozwiertaka nastawnego Fi10)
Ale najpierw i potem zreszt± te¿, trzeba by³o wykonaæ fazki na krawêdziach otworów (u¿y³em kulistego kamienia szlifierskiego i multiszlifierki)
Rozwiercanie otworów by³o mozolne (dla zwiêkszenia wydajno¶ci u¿y³em wkrêtarki do napêdu zamiast rêcznego pokrêt³a)

Pierwsza warstwa szelaku dla zabezpieczenia elementów przed zabrudzeniem klejem itp.

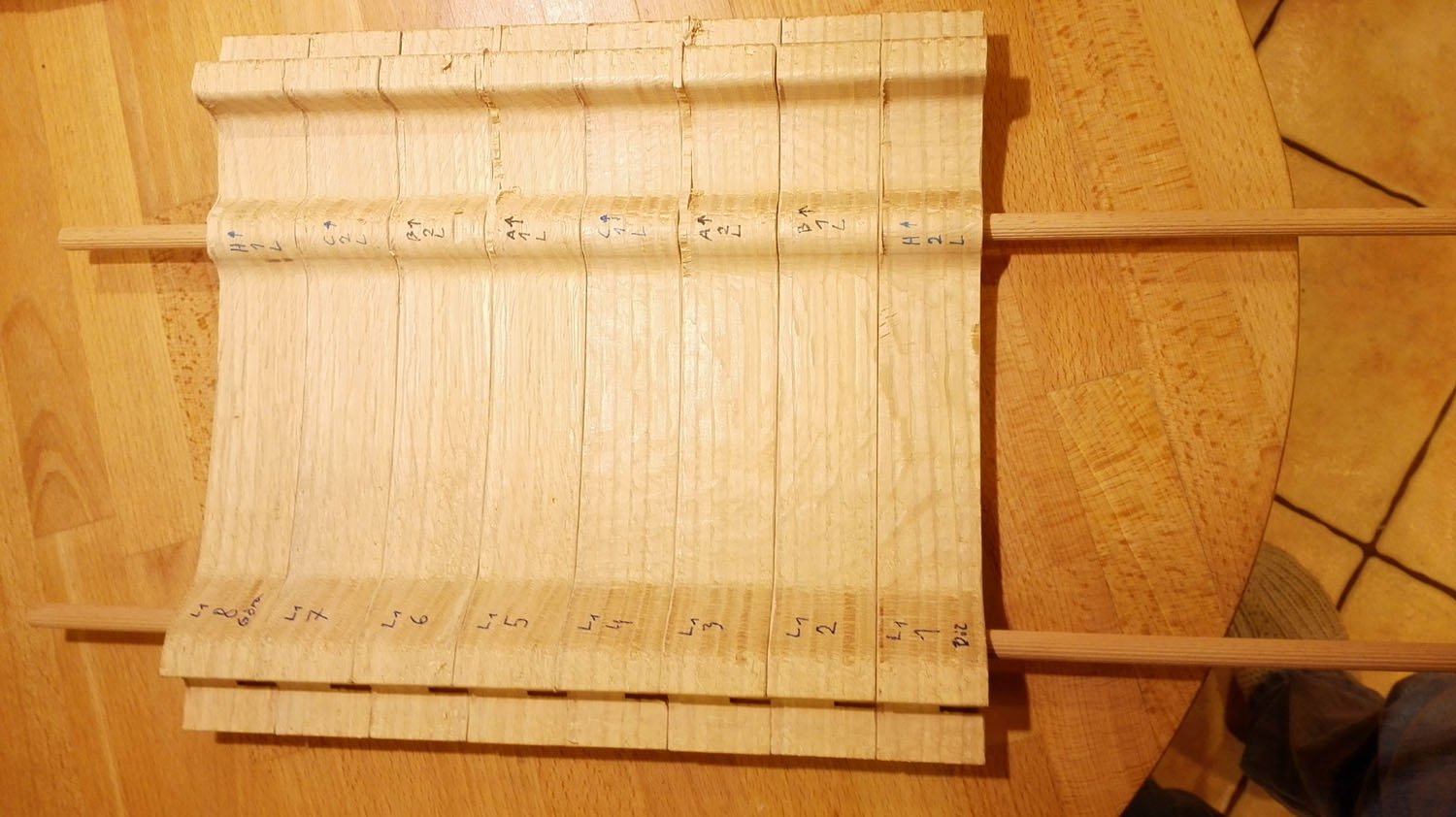
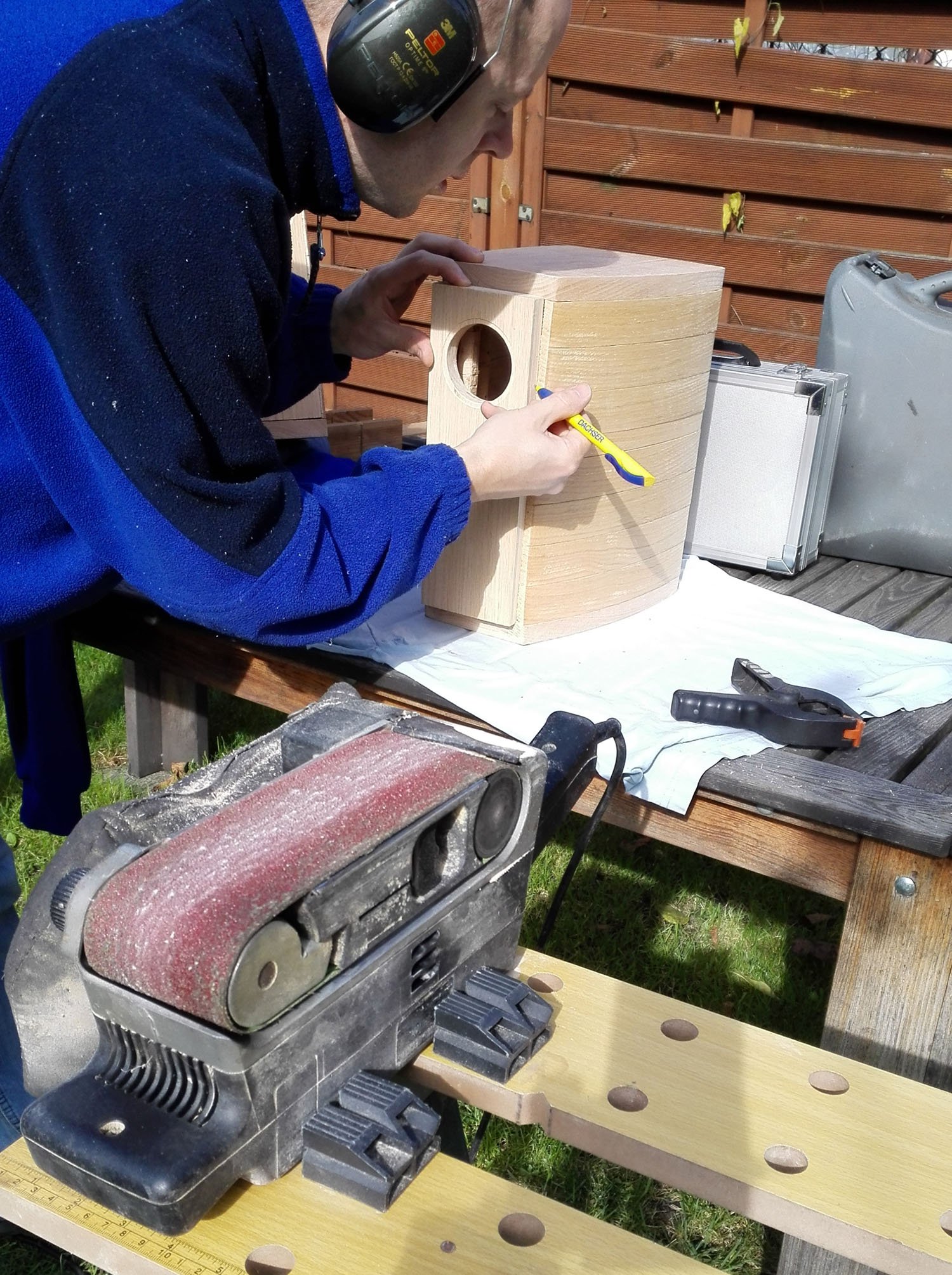
Parowanie elementów pod k±tem struktury drewna dla lepszego efektu wizualnego i znakowanie elementów

Jig




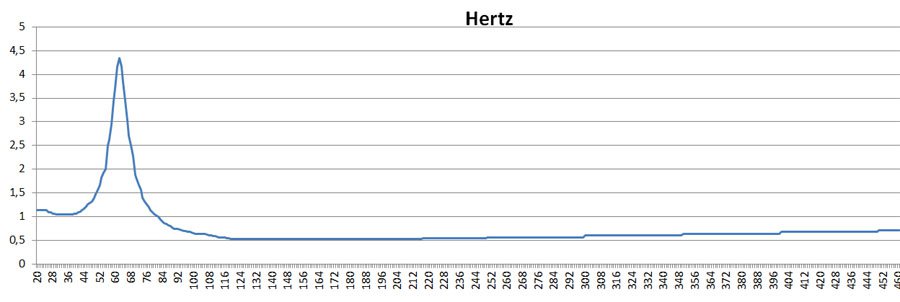
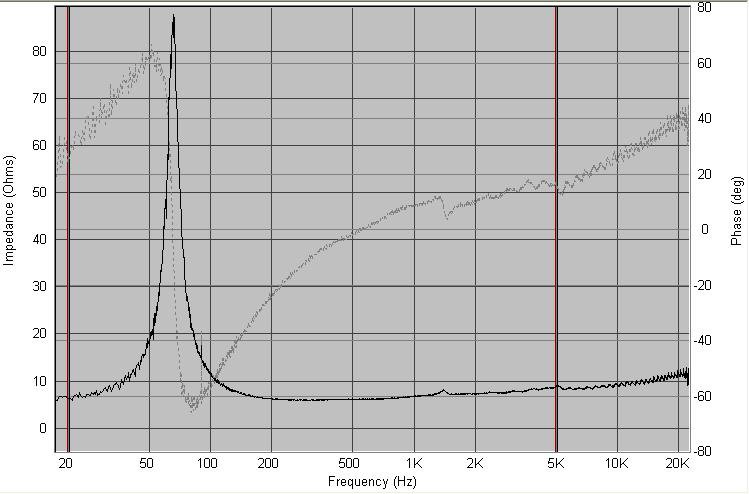
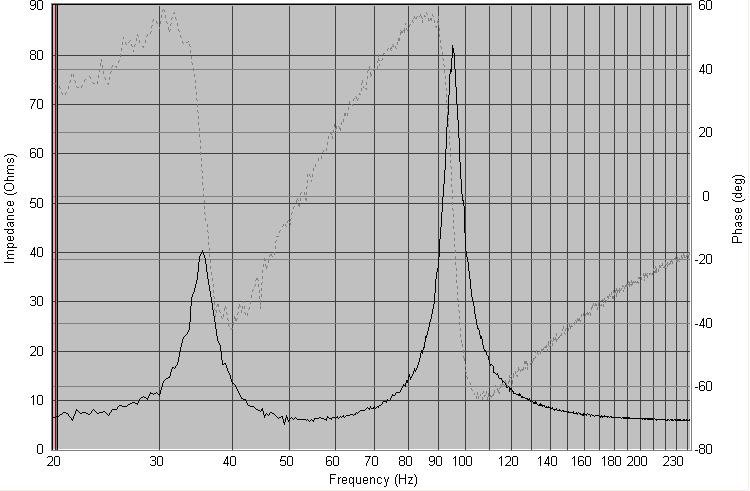
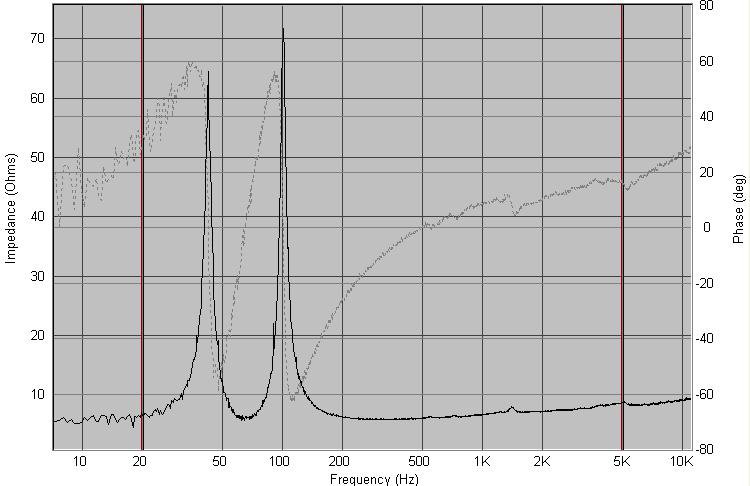
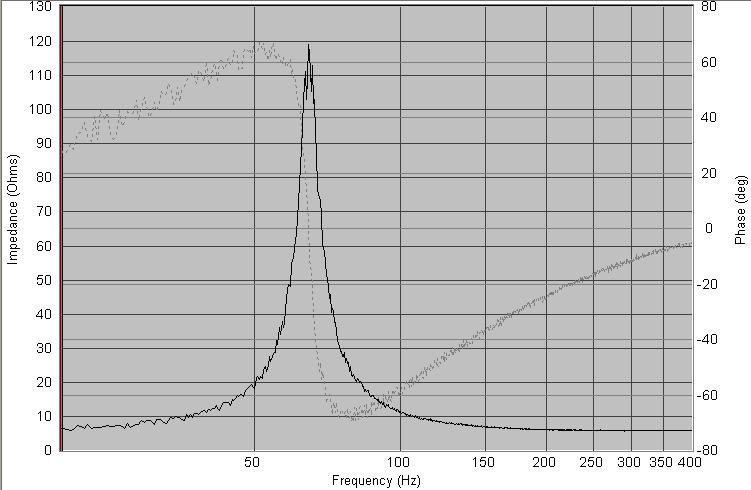
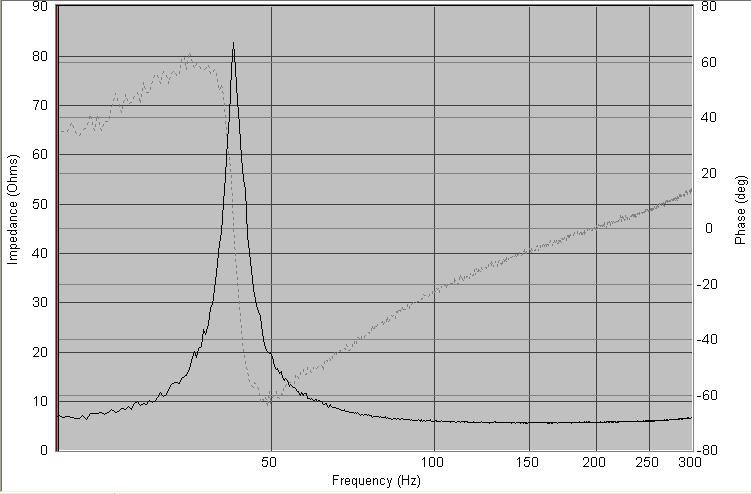
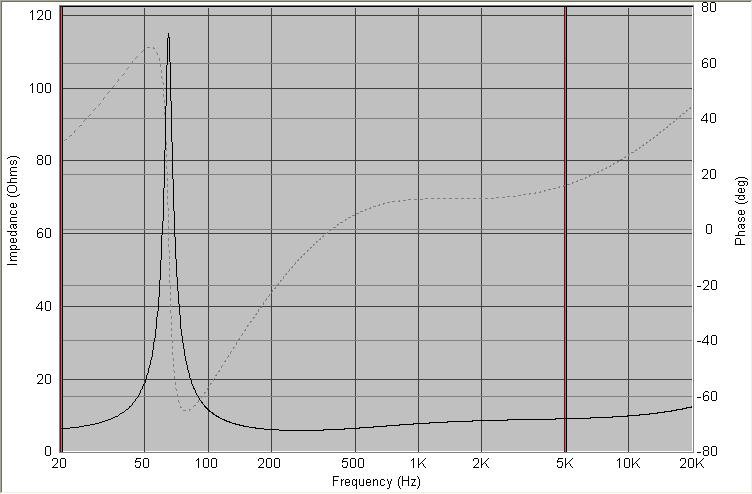
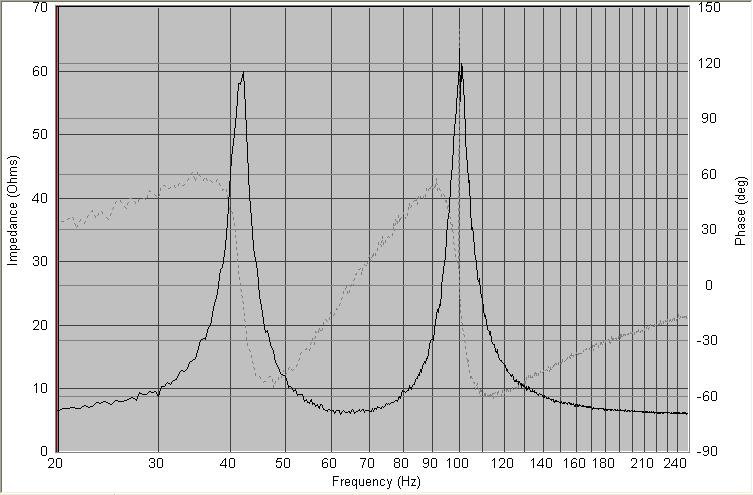
Skrzynka szczelna dla wykonania pomiaru TS obydwiema metodami, oraz pomiary rezonansu oscyloskopem (wysz³o ponad 10Hz wiêcej ni¿ w danych producenta)



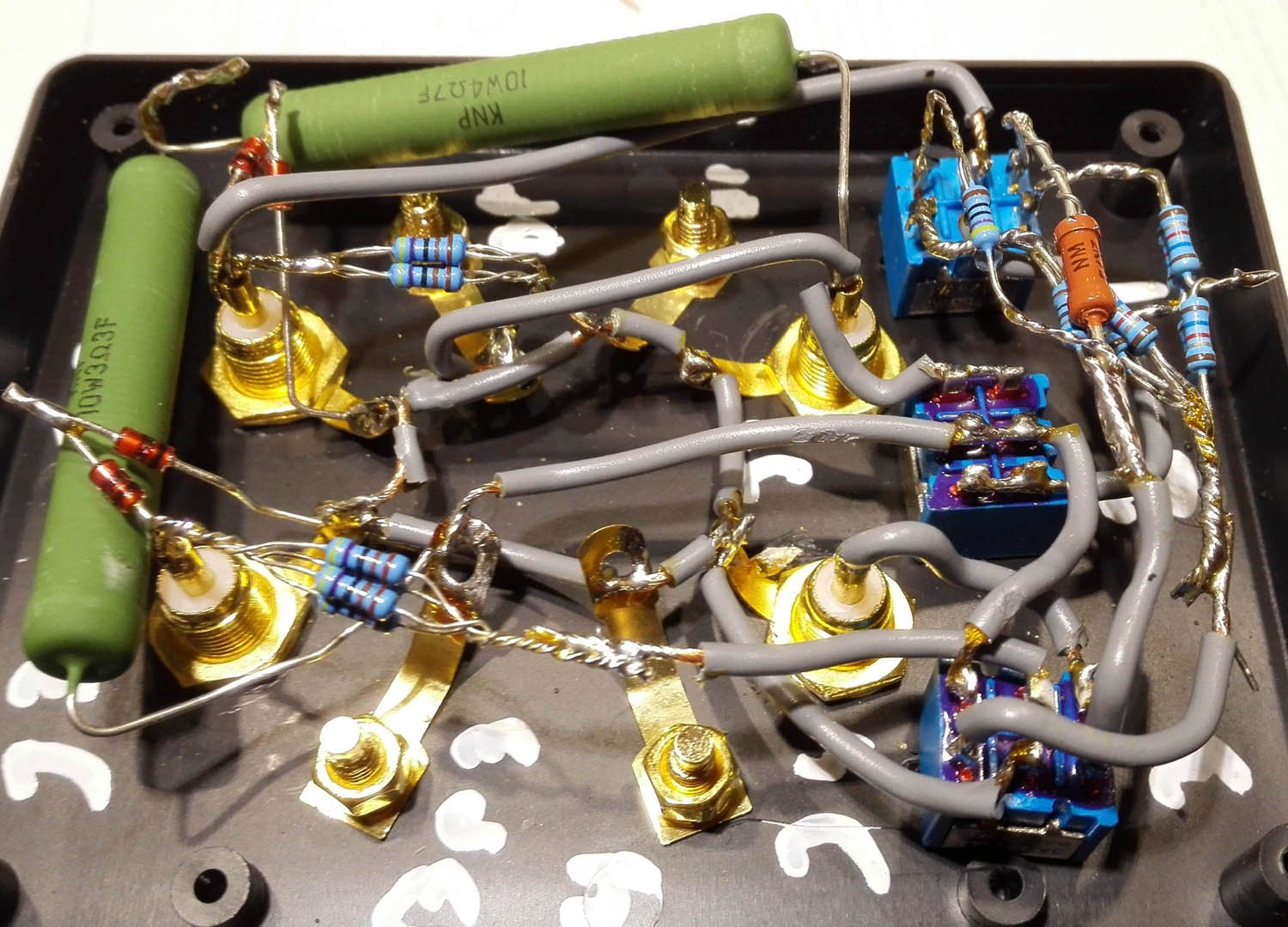
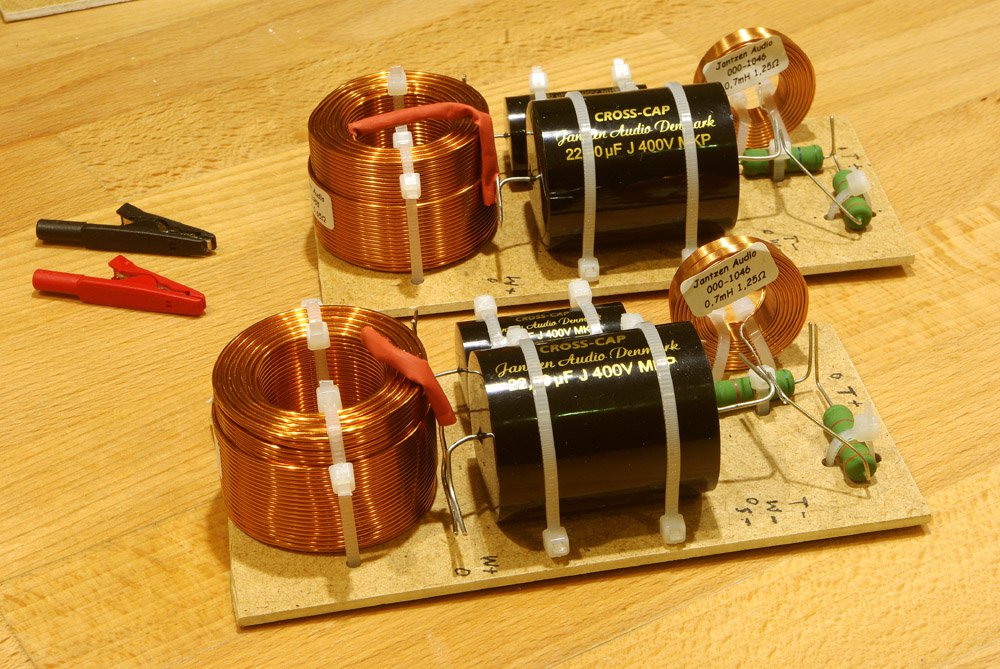
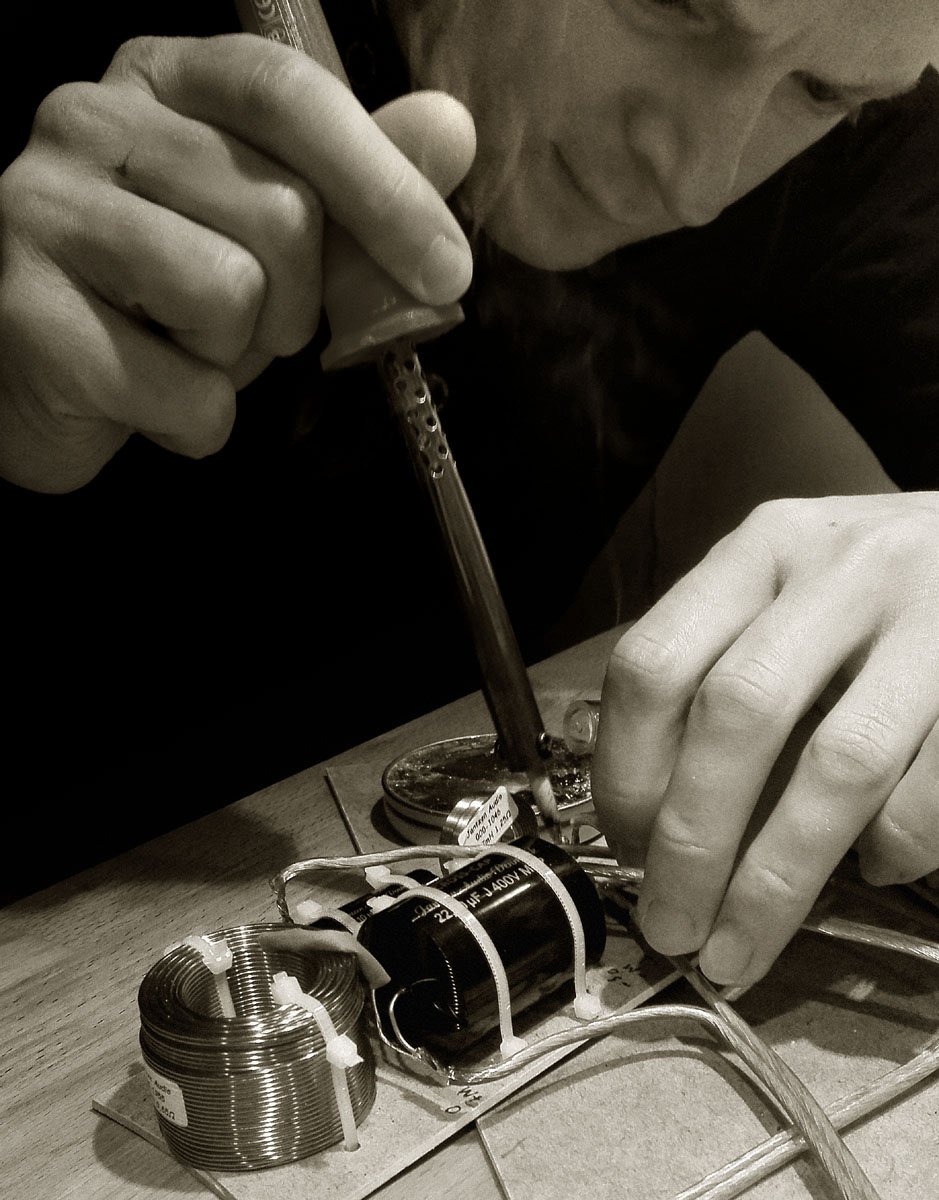
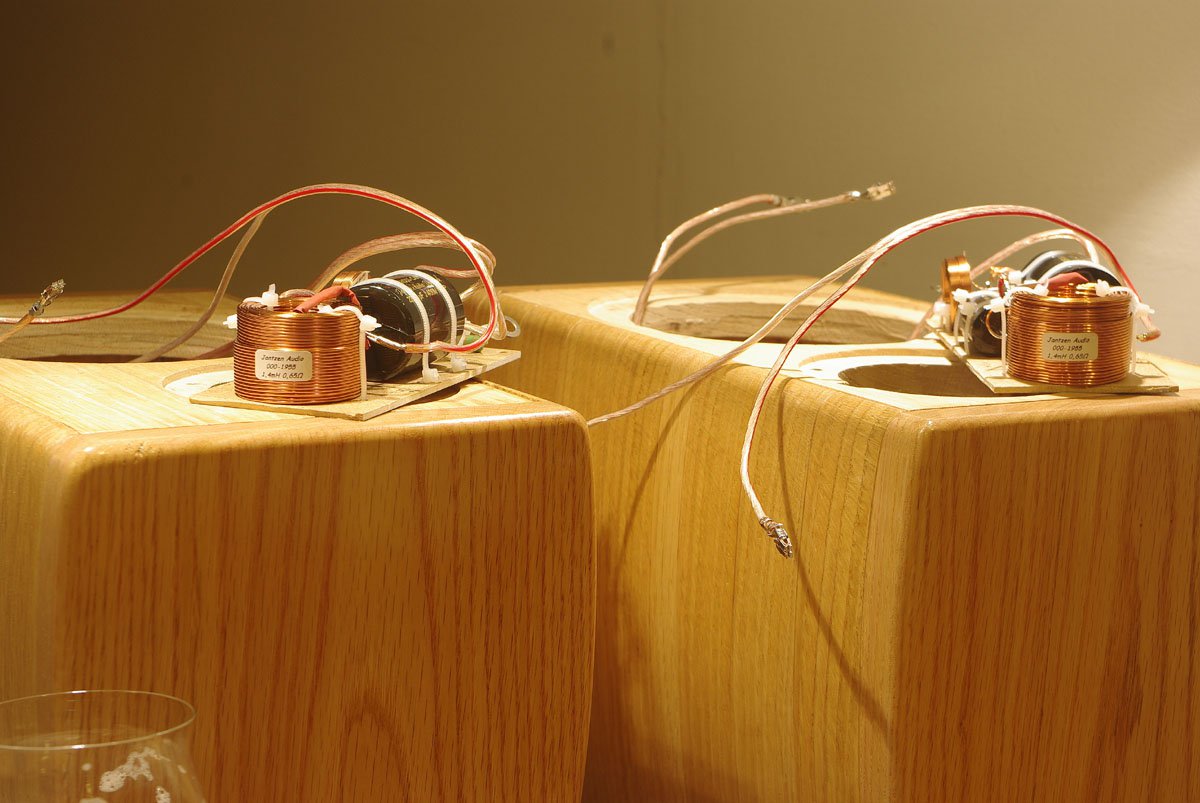
Elementy zwrotnicy

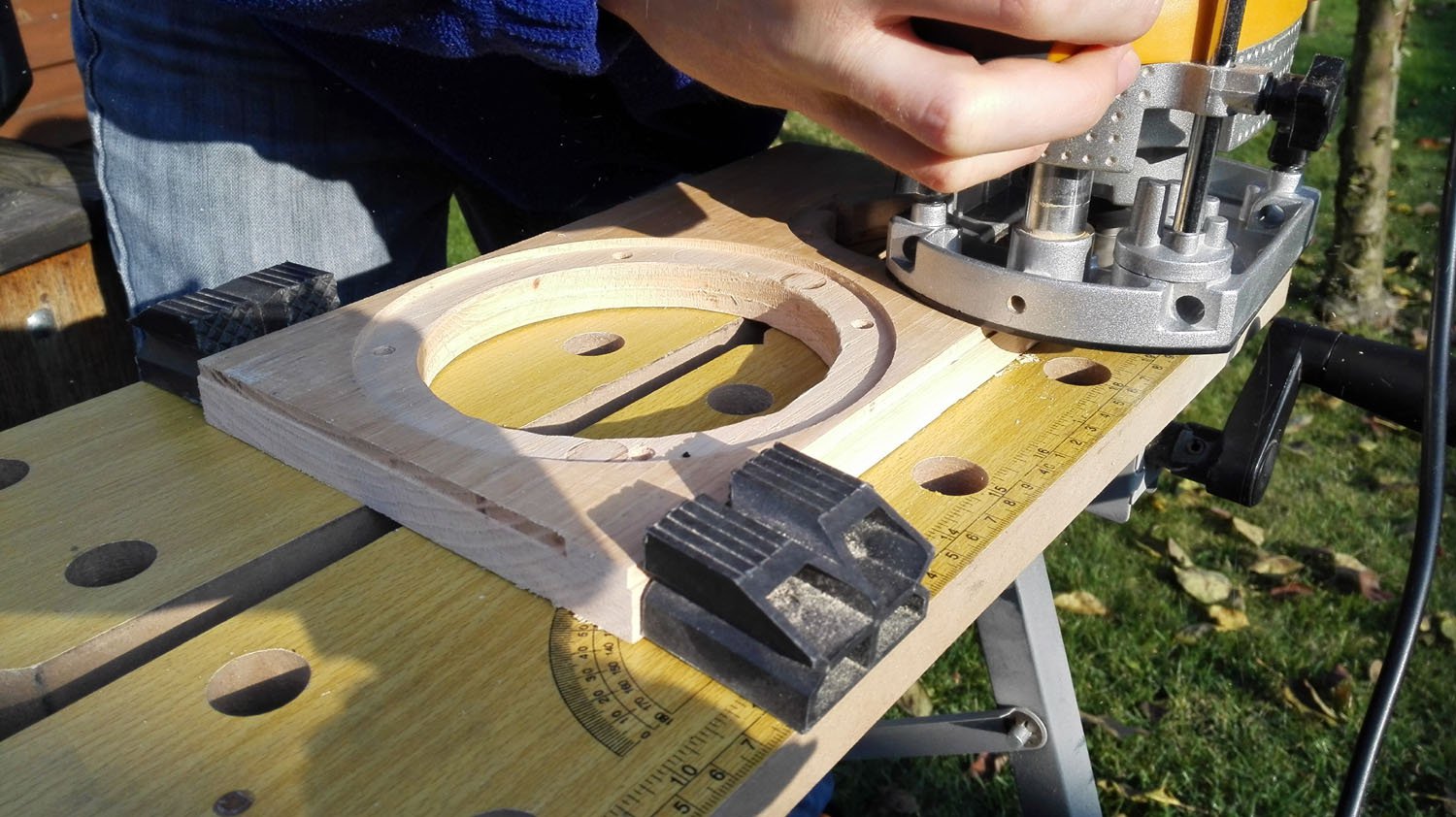
Przyrz±d do frezowania gniazd pod g³o¶niki i efekt frezowania








Przyrz±d do frezowania krawêdzi frontu i ty³u (wyrównywanie boków i dna gniazda)




Dopasowywanie frontów i ty³ów to rzeczywistej wysoko¶ci boków i krzywizn denka i wieka


Frezowanie zaokr±gleñ na obudowie

Przysz³a skóra naturlna na fronty

Przeróbka freza wyrównuj±cego na frez który na okre¶lonej g³êboko¶ci skrawa okre¶lon± warstwê materia³u i prowadzi siê po rzeczywistej powierzchni (krzywej)(jak zaznaczy³em wcze¶niej ca³o¶æ dopasowa³em do krzywizn jakie powsta³y po wielu miesi±cach) ³o¿ysko na zamówienie ¼” x3/8”x 1/8” Frezowa³em tym krawêd¼ na której bêdzie wklejona skóra (resztê zostawi³em oby po³±czenie klejowe z reszt± obudowy by³o solidne i szczelne.



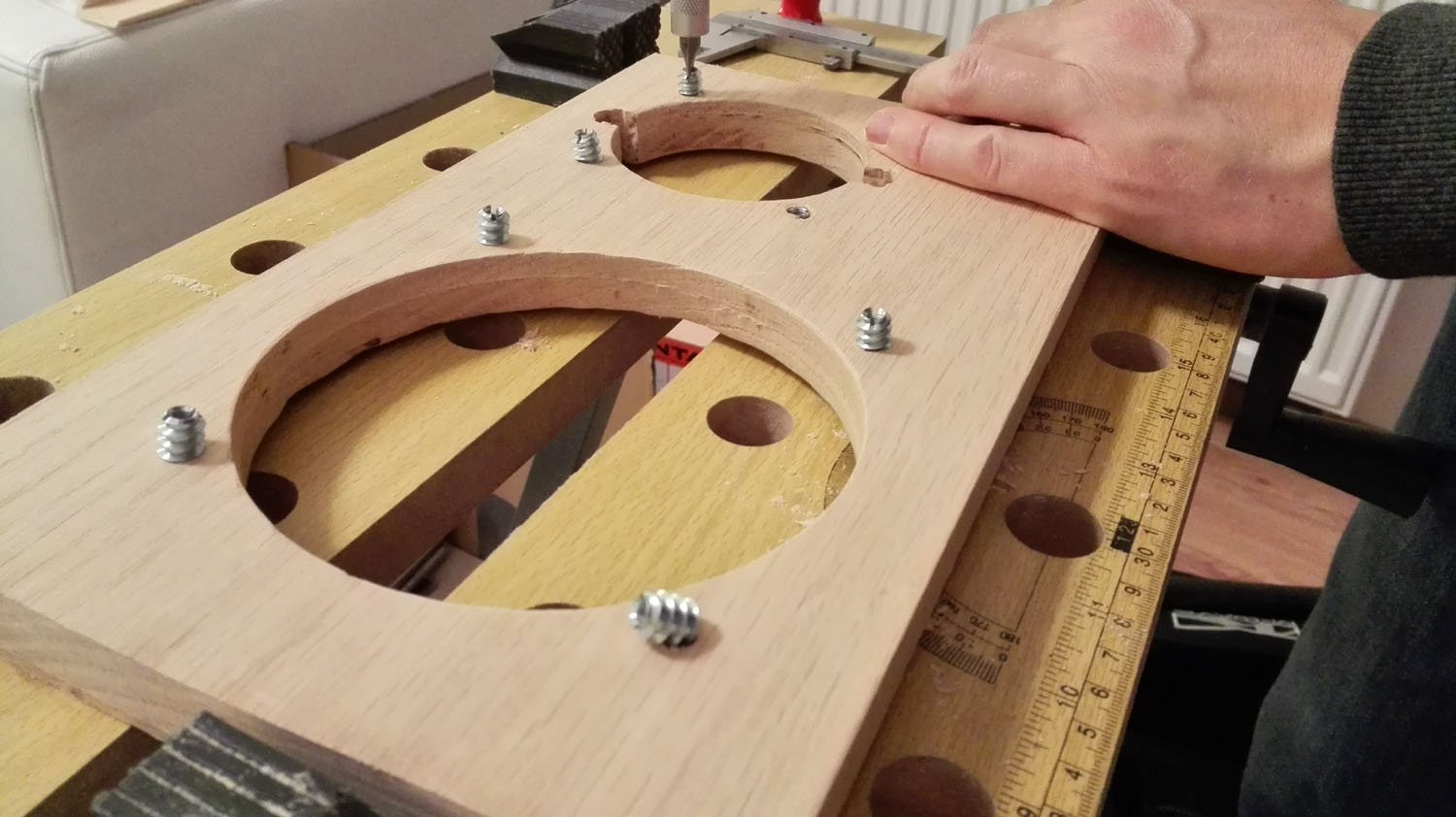
Wkrêcanie wk³adek gwintowych pod ¶ruby z gwintem metrycznym

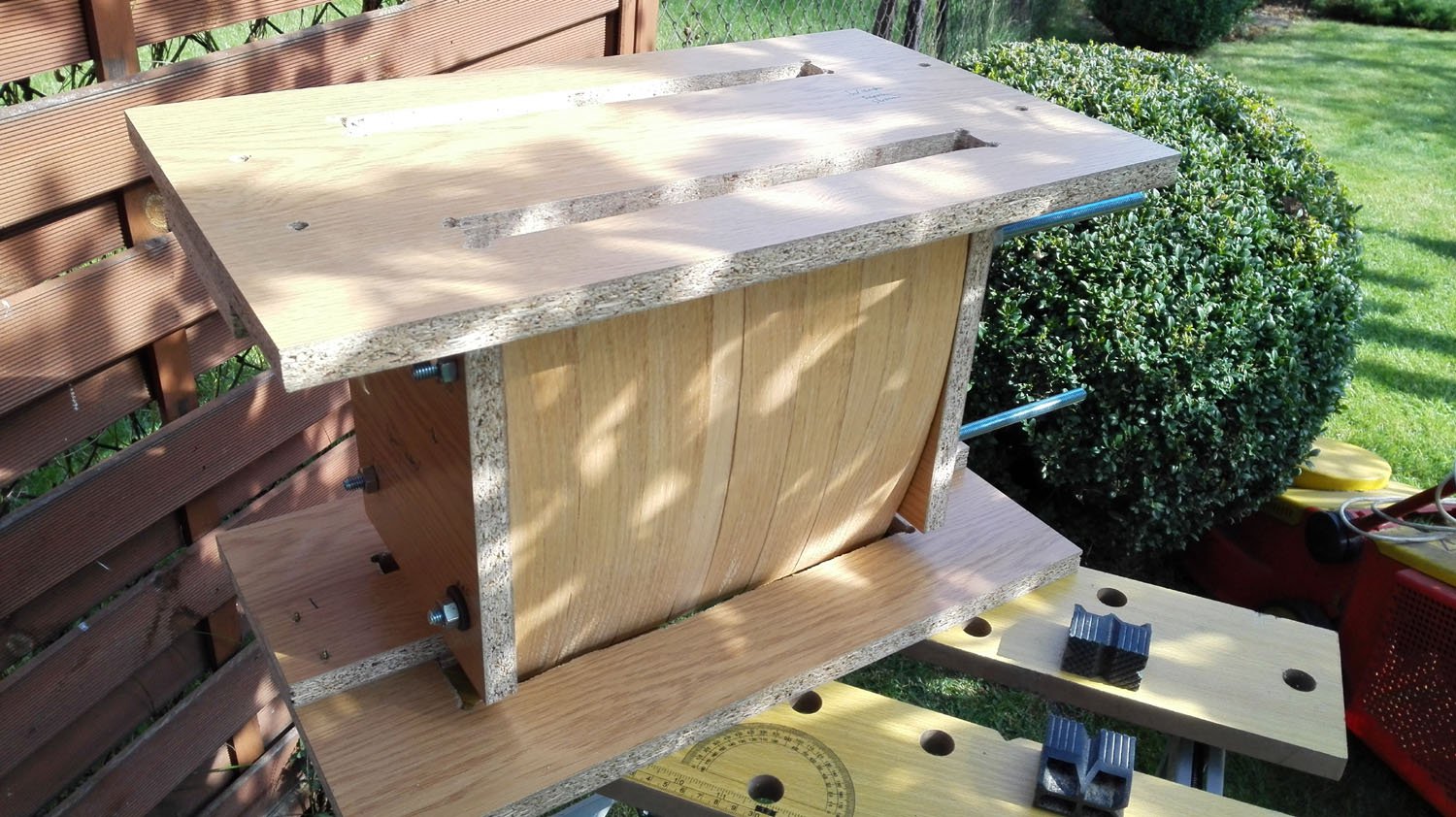
Klejenie wikolowym klejem klasy D3 na prasie hydraulicznej z u¿yciem pasów transportowych (zastosowa³em nacisk 2,5 tony aby z³±cza klejowe by³y najcieñsze)




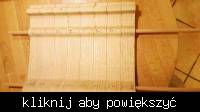
Efekt po klejeniu jest zadowalaj±cy

Na wszelki wypadek postanowi³em uszczelniæ po³±czenia klejem za pomoc± strzykawki z ig³a

Jak widaæ proces budowy siê przed³u¿a z uwagi na problemogenny charakter konstrukcji. Nastêpnym krokiem jest szlifowanie wykañczaj±ce obudowy i nas±czenie szelakiem, klejenie skóry, woskowanie ...
Temat na pocz±tkowym etapie omawiany ju¿ na forum:
http://diyaudio.pl/showthread.php/26...-2-dro%C5%BCne
Dla przypomnienia monitorki 2 way na:
T.10.250.8.PCX
W.15.160.8.FCX
Za³o¿eniem jest wykonania Polskich kolumn o zadowalaj±cej estetyce i przyzwoitym brzmieniu
Materia³ obudowy drewno dêbowe, front pokryty naturaln± skór±.
Dotychczasowe wydatki:
Ko³ki pozycjonuj±ce drewniane bukowe 9z³
deski dêbowe 450z³
obróbka CNC 200z³
pasy ¶cierne 30z³
g³o¶niki i tunele BR 674z³
¶ruby mocuj±ce g³o¶niki 3,5z³
wk³adki gwintowe 44,5z³
politura szelakowa 30z³
rozwiertak nastawny Fi10 43z³
klej do drewna 17z³
klej do skóry 38,5z³
skóra 38,5z³
papier ¶cierny 5,4z³
elementy zwrotnicy 177,5z³
jig 75,5z³
przyrz±d do frezowania krawêdzi 43z³
³o¿ysko do freza 20z³
suma na ten moment 1900z³
Zostaje jeszcze do zakupu:
terminale przy³±czeniowe,
kable
wtyczki
materia³ maskownicy
magnesy do maskownicy
wydruk 3D ramki maskownic
Przedstawiam kilka fotek z budowy:
Koncept
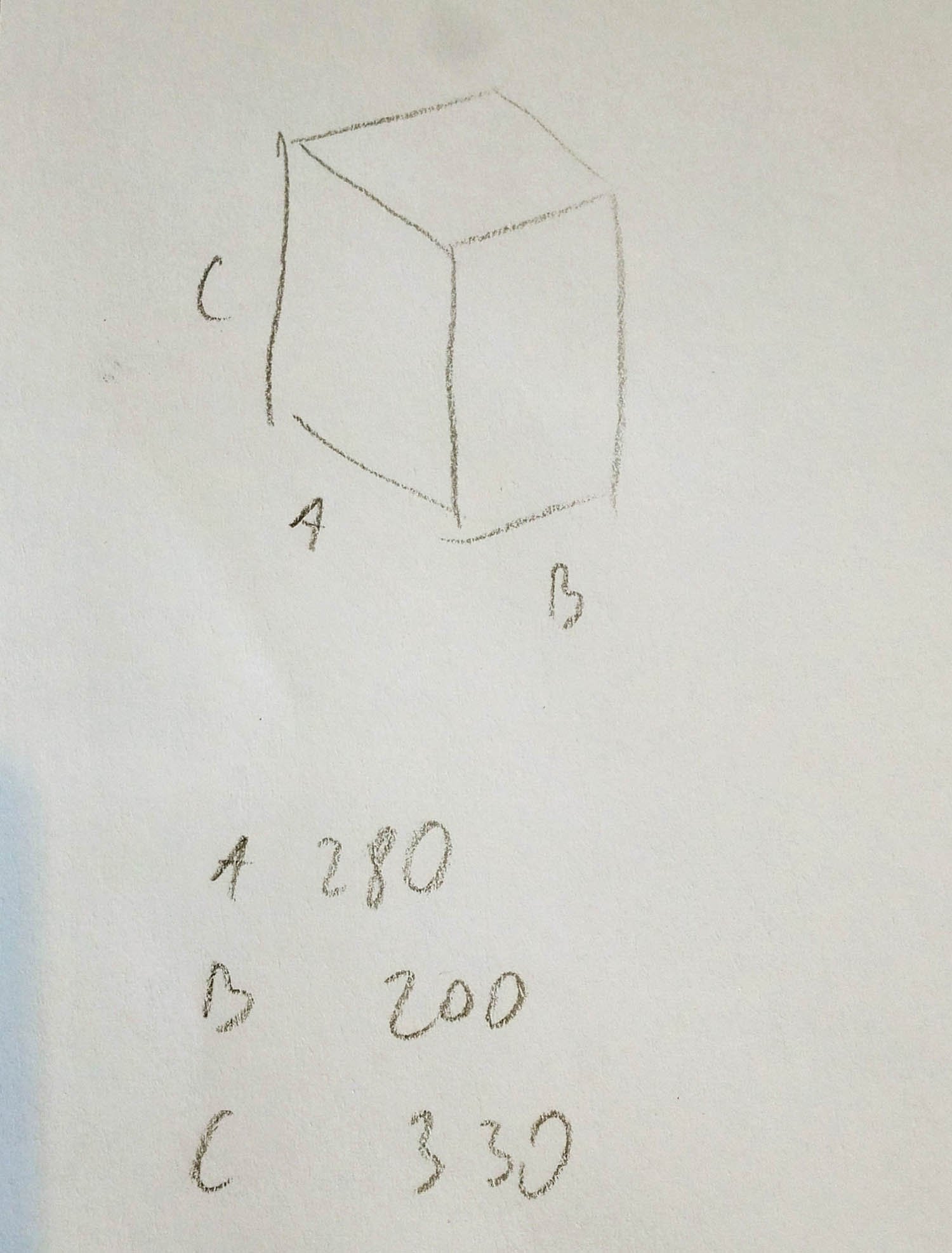
Prace projektowe

Model monitorka
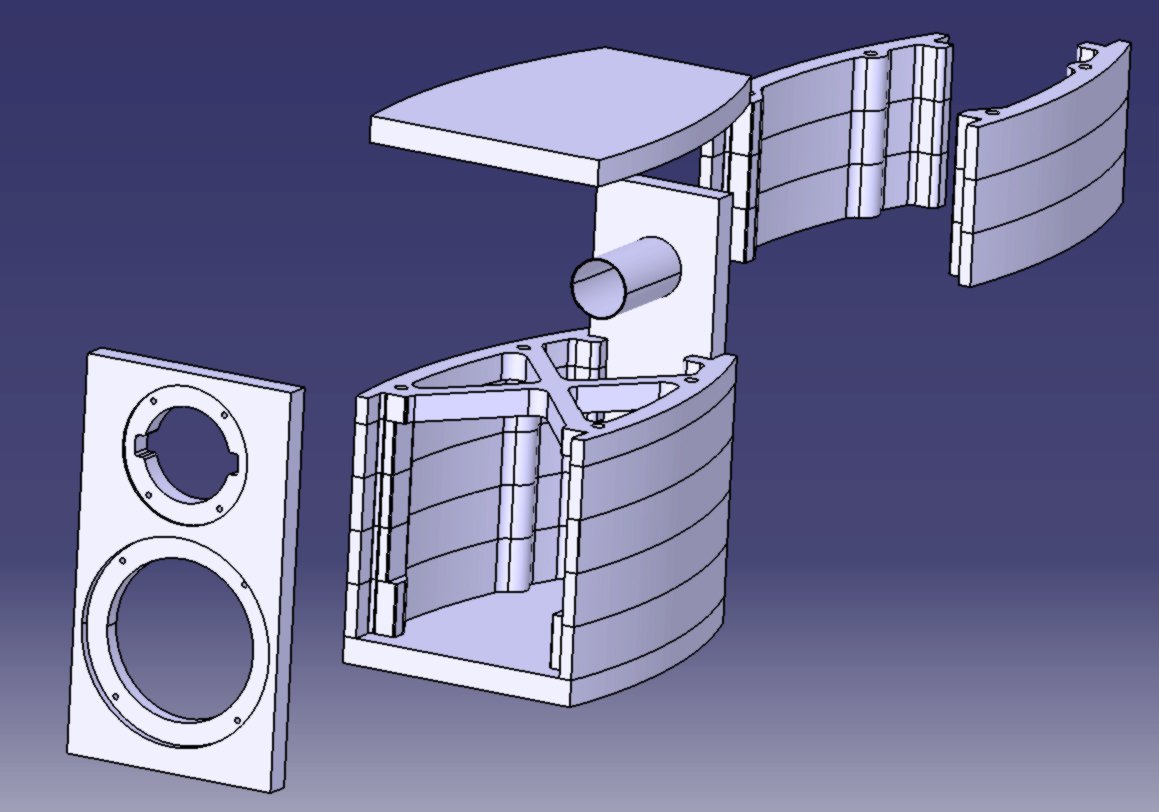
Symulacja po zmianie koncepcji ¿ebra wzmacniaj±cego
Materia³ na obudowy


Elementy po obróbce

G³o¶niki


Pierwsze szlify

¦ruby i wk³adki gwintowe

Elementy u³o¿one jak jenga (próba wyobra¿enia sobie jak to bêdzie wygl±da³o)

Jako ¿e podczas obróbki wyst±pi³y nieoczekiwane przeszkody, trzeba by³o poprawiæ otwory i nadaæ im w³a¶ciwy wymiar (u¿y³em rozwiertaka nastawnego Fi10)

Ale najpierw i potem zreszt± te¿, trzeba by³o wykonaæ fazki na krawêdziach otworów (u¿y³em kulistego kamienia szlifierskiego i multiszlifierki)

Rozwiercanie otworów by³o mozolne (dla zwiêkszenia wydajno¶ci u¿y³em wkrêtarki do napêdu zamiast rêcznego pokrêt³a)

Pierwsza warstwa szelaku dla zabezpieczenia elementów przed zabrudzeniem klejem itp.

Parowanie elementów pod k±tem struktury drewna dla lepszego efektu wizualnego i znakowanie elementów

Jig



Skrzynka szczelna dla wykonania pomiaru TS obydwiema metodami, oraz pomiary rezonansu oscyloskopem (wysz³o ponad 10Hz wiêcej ni¿ w danych producenta)




Elementy zwrotnicy

Przyrz±d do frezowania gniazd pod g³o¶niki i efekt frezowania








Przyrz±d do frezowania krawêdzi frontu i ty³u (wyrównywanie boków i dna gniazda)



Dopasowywanie frontów i ty³ów to rzeczywistej wysoko¶ci boków i krzywizn denka i wieka

Frezowanie zaokr±gleñ na obudowie

Przysz³a skóra naturlna na fronty

Przeróbka freza wyrównuj±cego na frez który na okre¶lonej g³êboko¶ci skrawa okre¶lon± warstwê materia³u i prowadzi siê po rzeczywistej powierzchni (krzywej)(jak zaznaczy³em wcze¶niej ca³o¶æ dopasowa³em do krzywizn jakie powsta³y po wielu miesi±cach) ³o¿ysko na zamówienie ¼” x3/8”x 1/8” Frezowa³em tym krawêd¼ na której bêdzie wklejona skóra (resztê zostawi³em oby po³±czenie klejowe z reszt± obudowy by³o solidne i szczelne.


Wkrêcanie wk³adek gwintowych pod ¶ruby z gwintem metrycznym
Klejenie wikolowym klejem klasy D3 na prasie hydraulicznej z u¿yciem pasów transportowych (zastosowa³em nacisk 2,5 tony aby z³±cza klejowe by³y najcieñsze)
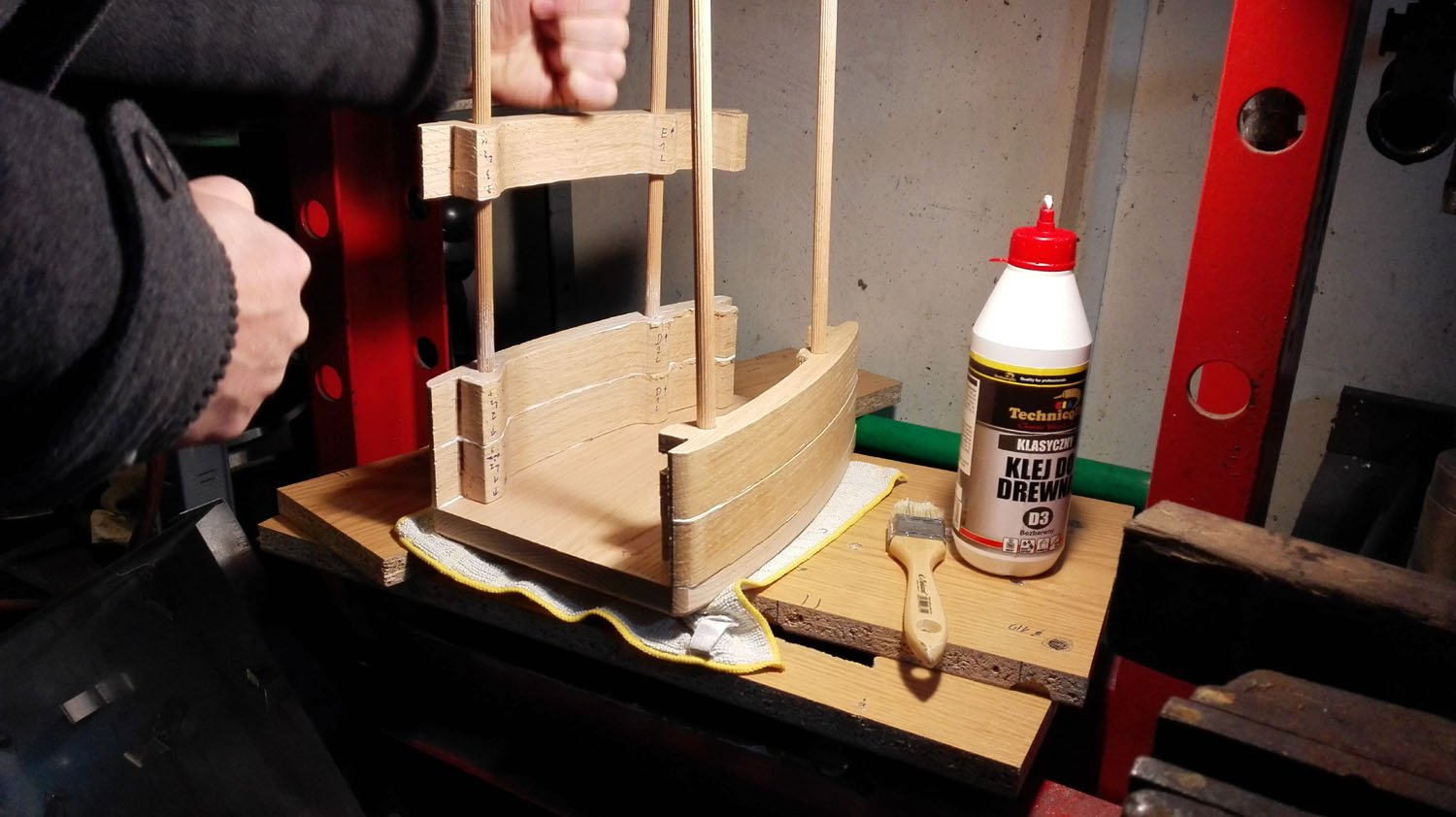



Efekt po klejeniu jest zadowalaj±cy

Na wszelki wypadek postanowi³em uszczelniæ po³±czenia klejem za pomoc± strzykawki z ig³a

Jak widaæ proces budowy siê przed³u¿a z uwagi na problemogenny charakter konstrukcji. Nastêpnym krokiem jest szlifowanie wykañczaj±ce obudowy i nas±czenie szelakiem, klejenie skóry, woskowanie ...
































Skomentuj