Postęp marny ale mozolnie do przodu, poczyniłem sporą inwestycje i kupiłem prowadnice liniowe INA 25
")
co ciekawe rozstaw śrub łożysk pasuje jak ulał od starych, choć i tak było masę przeróbek w krzyżaku,( żeby śrubki można było przykręcić od tyłu ) Dzięki temu zyskam troszkę w dłuższej osi Y, pole wyjdzie praktycznie 1550mm tylko że ostatnie kilkadziesiąt mm bedzie poza obrysem stołu, ale to nic, nawet fajne daje to możliwości.
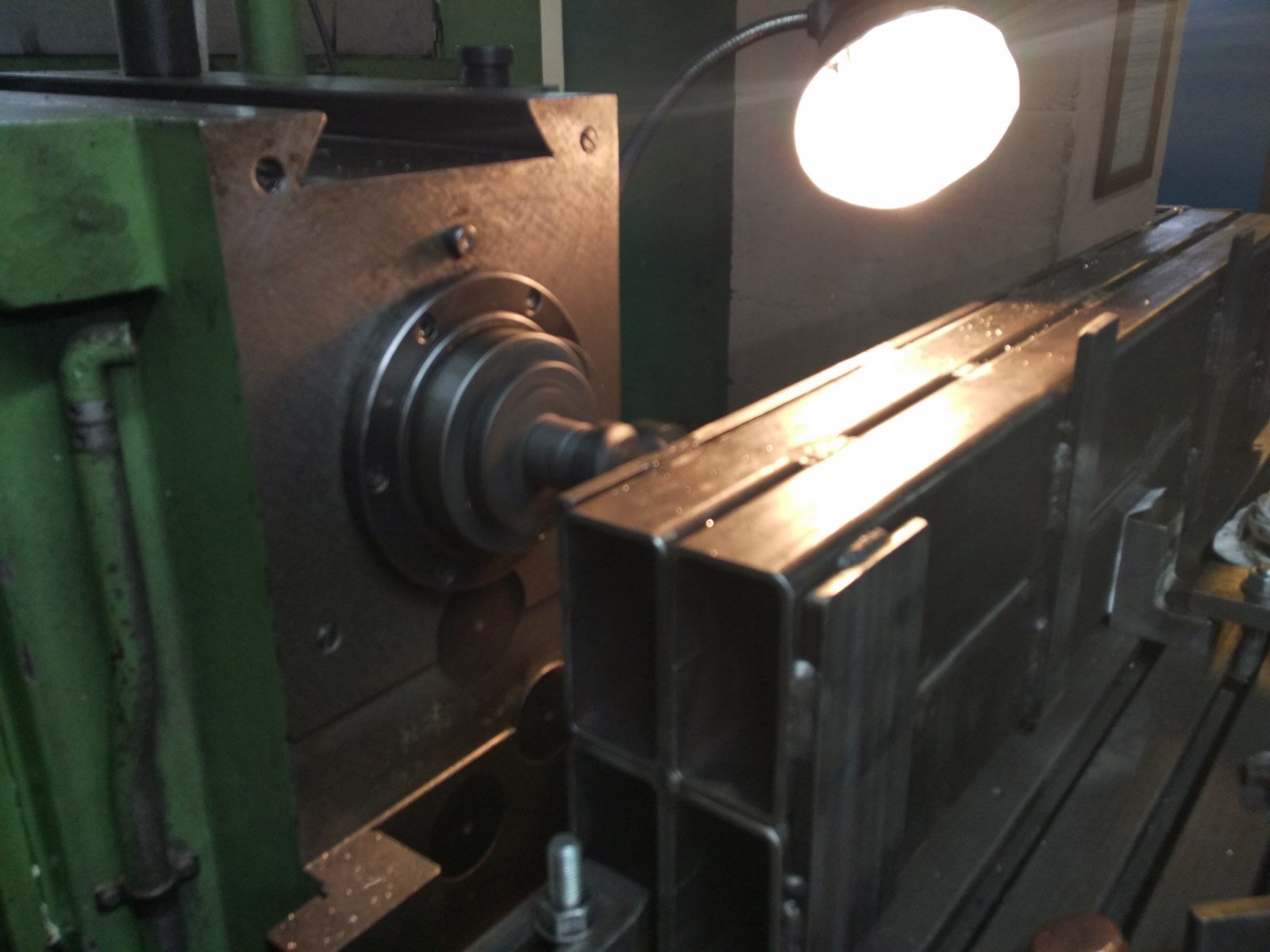
Wyposażyłem sie w wysokościomierz do trasowania otworów, wieczorami toczę bloki do śrub kulowych. W sobotę ma wrócić belka po ponownym frezowaniu, facet przyznał sie bez bicia do winy. Dowiedziałem sie komu postawić falszke żebym mógł porobić otwory na podzielnicy jak przykazało i przeszlifować parę rzeczy na magnesówce u siebie w zakładzie


Cały czas powstrzymuje mnie zima..
- - - - - aktualizacja - - - - -
Taka mozaika ciekawszych kawałków

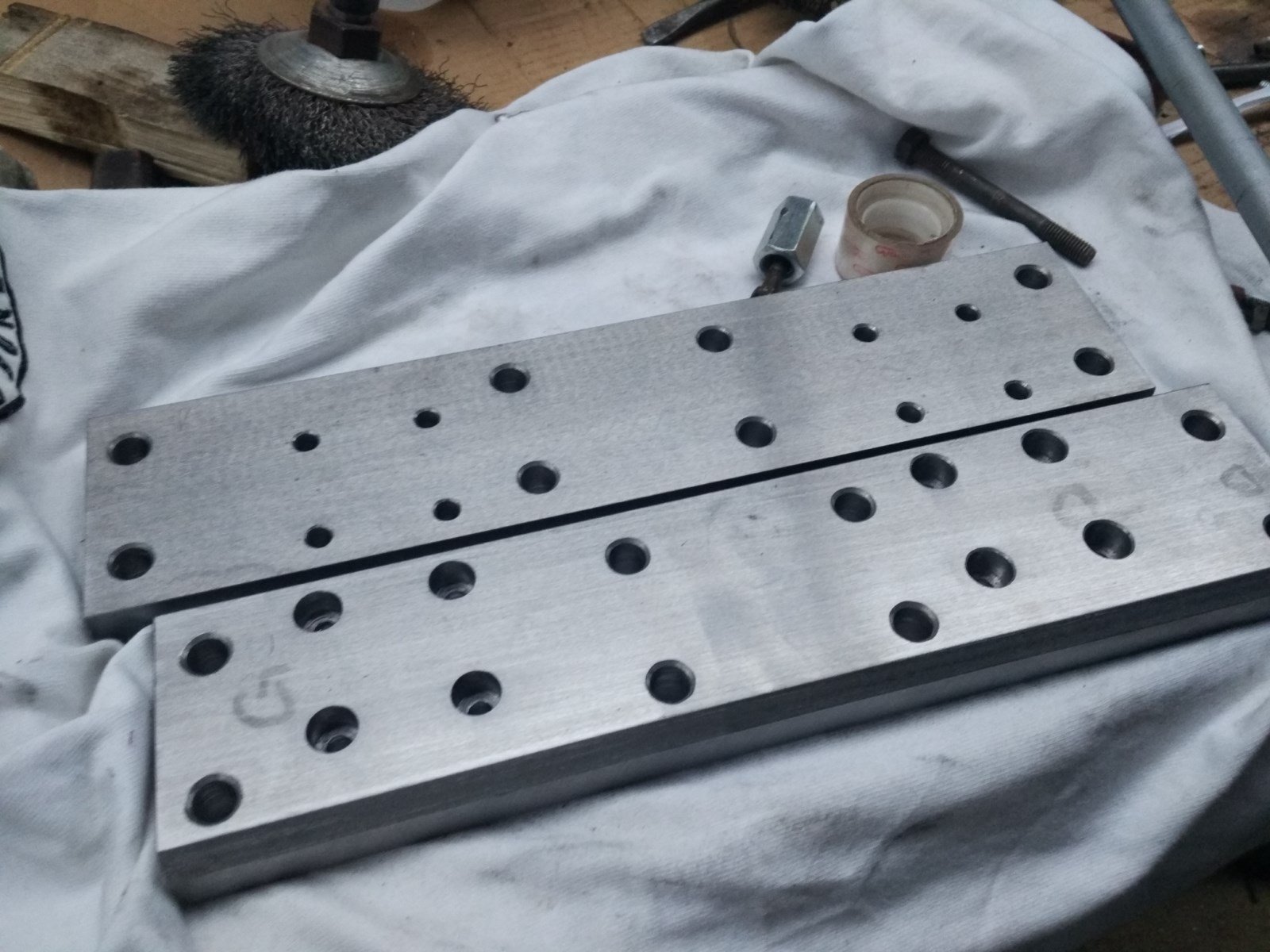
Bazy do których przykręcę wózki będą szlifowane, poza osią Z bo tam mam już blachy alu precyzyjne z firmy gleich, gładkie w folijce jak plexa, odchyłka na m^2 kilka setek. więc nie potrzeba ruszać. nogi belki raczej też będę szlifował, ale tu pojawił sie problem bo mam już po 4 fasolki na stronę w belce, (w nogach jeszcze otworów nie ma) i po zmianie prowadnic nogi sie rozsuną na tyle że brakuje mi już fasolek.. planuje wstawać łącznik z blachy 15 który przesunie rozstaw szpilek, ( wyszlifować blachę wywiercić 8 otworów z dużymi fazami, wstawić śruby stożkowe i skręcić z dwóch stron)
Obawiam sie że stół może mieć sklepane miejscami brzegi i prowadnice Y będą nie do końca równolegle do płaszczyzny stołu. Ratują mnie tu blaszki z puszek po piwie albo wylewka epoxydem.. -profilaktycznie już zbieram puszki

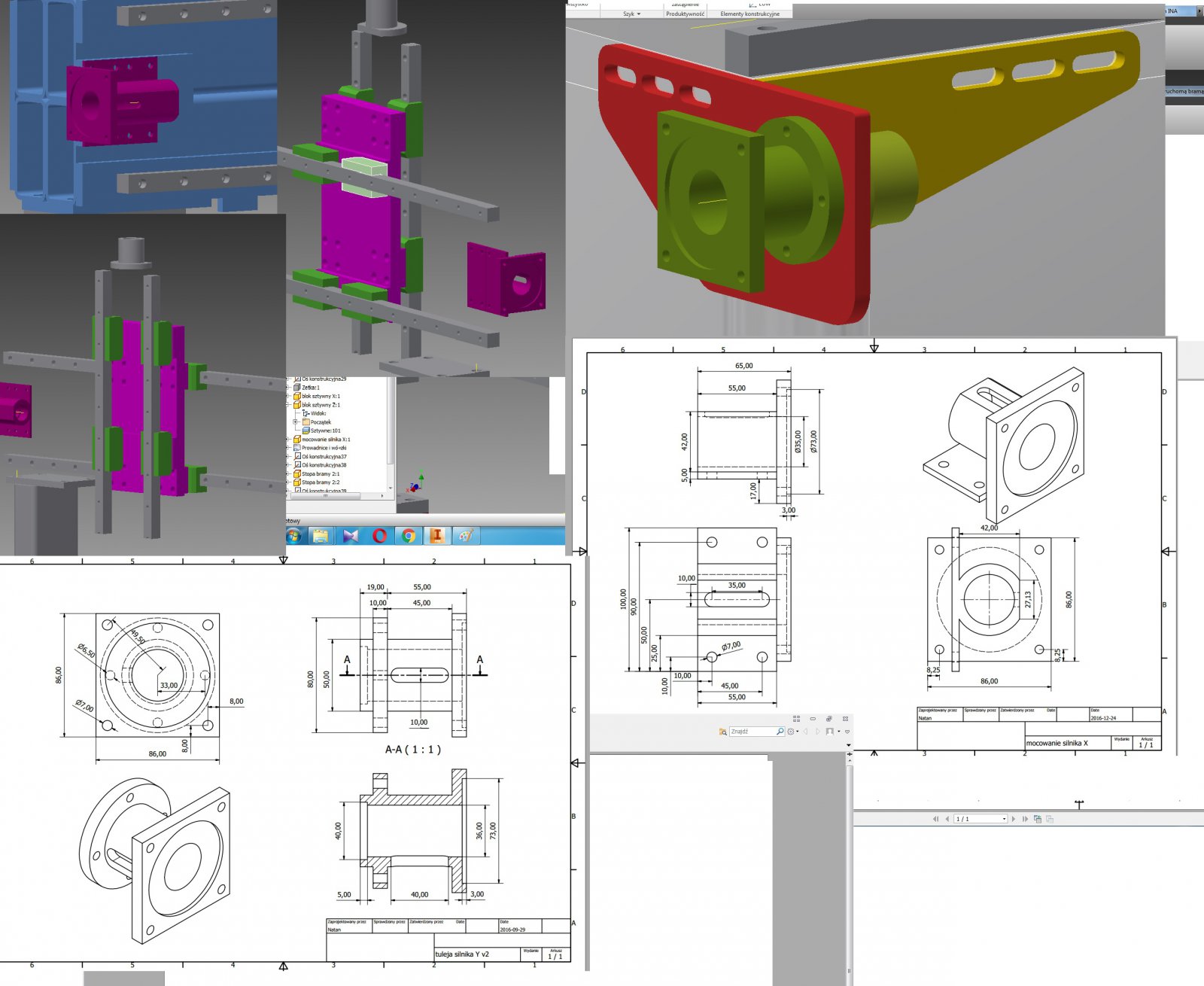
Pewnie znajdzie sie ktoś z większym doświadczeniem w kreśleniu, nadają sie te moje rysunki ?
Zgodnie z radami wykładowcy stawiam sie w roli tego co ma odczytać ten rysunek, a że pracuje na obróbce to mi łatwo
")
daje może więcej rzutów niż to konieczne ale za to wyraźnie widać co gdzie i jak. Może nie tu, ale gdy są bardziej skompilowane detale kolejny rzut czasem wiele ułatwia.