Zasadniczo geometrie ustawiasz po to ¿eby by³a i sie nie zmienia³a. Je¶li bedzie dzwon to naprawiasz usterkê i ustawiasz na nowo. W seryjnych maszynach jest tak samo. Jak ju¿ bedzie ustawiona na gotowo to mo¿na potem zako³kowaæ, ale u mnie nie ma sensu, bo mam tylko dwa miejsca gdzie mo¿na tak zrobiæ. Osiem ¶rub 16 bedzie wystarczaj±ce.
-
-
-
Z drugiej strony elementu bêdzie kolejne 8 ¶rub m6. Mówiê o stopach bramy. My¶lê ze tarcie za³atwi sprawê...
Wys³ane z mojego Mi-4c przy u¿yciu TapatalkaSkomentuj
-
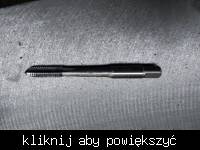
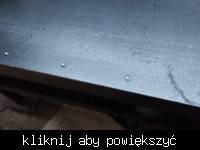
Z okazji dnia wolnego mia³em troche czasu, i zabra³em sie za robotê której najbardziej sie ba³em, czyli za wiercenie i gwintowanie sto³u pod prowadnice. Przygotowa³em sie do tego mo¿liwie najlepiej, narzêdzia fanar-a, ³adna powierzchnia ( mega plus-dobrze ¿e da³em do frezowania stó³) przymiar z ³o¿yskami prowadz±cymi, drobiona kostka do statywu wiertarskiego. Odleg³o¶æ od krawêdzi wychodzi +/0,1 mo¿e nawet mniej. jest zadowolony bardzo jak do tej pory z efektu.


Skomentuj
-
ja bym sie bal maszynowym tak gwintowac
dla bezpieczenstwa bym uzyl 3x recznych
Skomentuj
-
W szynie otwór jest co 60mm wiec wyjdzie 27 otworów pod jedn± d³ug± szynê.. nadgarstki bol± od samego my¶lenia o tym ..
¯eliwo jest kruche i sie sypie to ³adnie idzie, maszynowym rêcznie odpu¶ci³em po 2 otworze a tu jeszcze rêcznie x3.. za leniwy jestem
Bardziej boje sie gwintowania w belce stalowej, mam jeszcze terebor i gwintownik z pow³ok±, ale pewnie te¿ pójdzie w ten sposób.Skomentuj
-
rozumiem, ale bym sie bal ze sie zlamie
Skomentuj
-
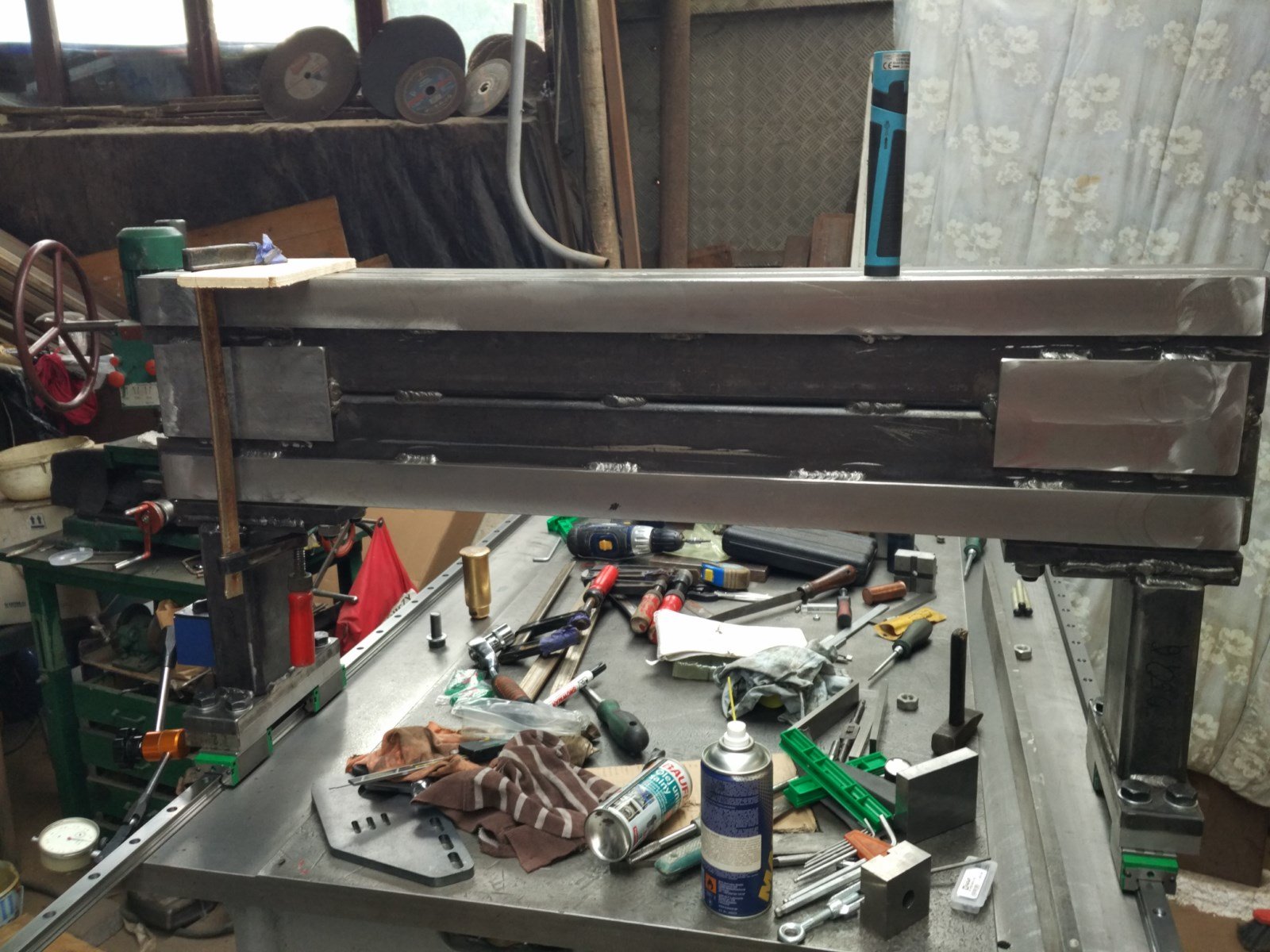
Dzi¶ walka z ustawieniem prowadnic, s±dzê ¿e wysz³o ca³kiem spoko ale czekam na werdykt znawców





Skomentuj
-
Jak parzê na te kilogramy które tam lataj± po tych szynach to mnie plecy bol± ^
Ale fajnie to wygl±da, bêdzie kawa³ maszyny.Skomentuj
-
Dwa razy musia³em zdj±æ i w³o¿yæ belkê na ten stó³. Wazy jakie¶ 70kg plus nogi.
Teraz juz 3 razy my¶lê zanim j± przesuwam czy na pewno jest taka potrzeba.
Wys³ane z mojego Mi-4c przy u¿yciu TapatalkaSkomentuj
-
Podsumowales wydatki? Wyszlo ju¿ 20 000?😎Skomentuj
-
Wyszło .. pewnie i lepiej.Zamieszczone przez Tranzyt Zobacz posta
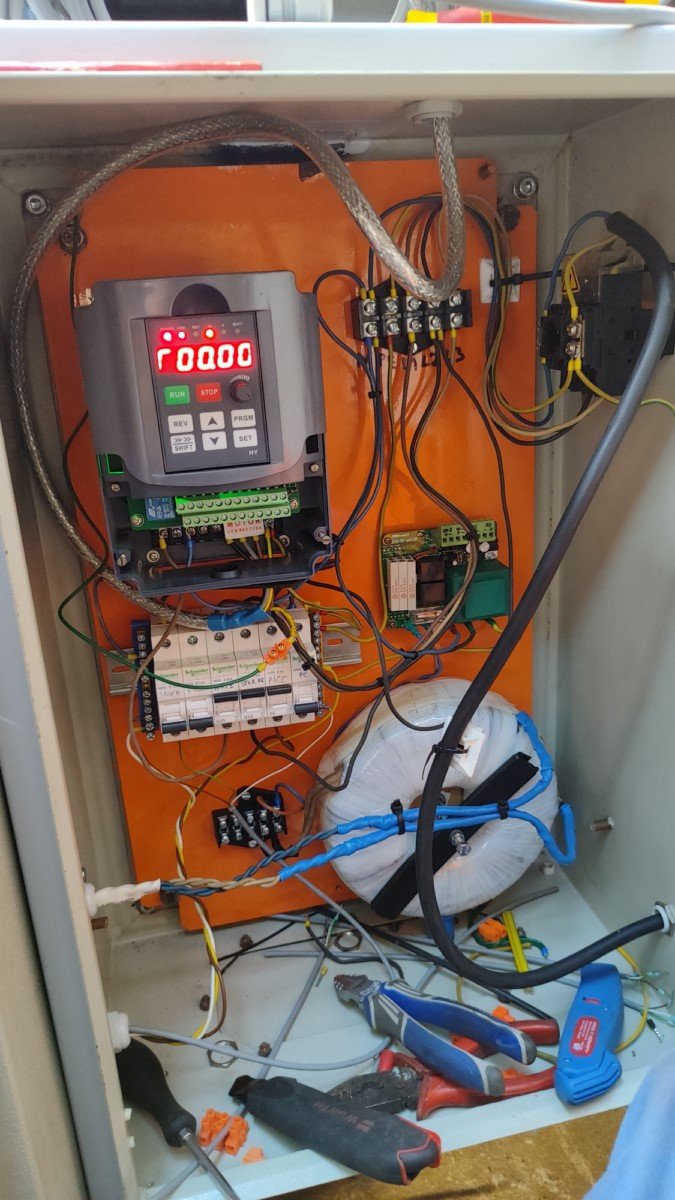
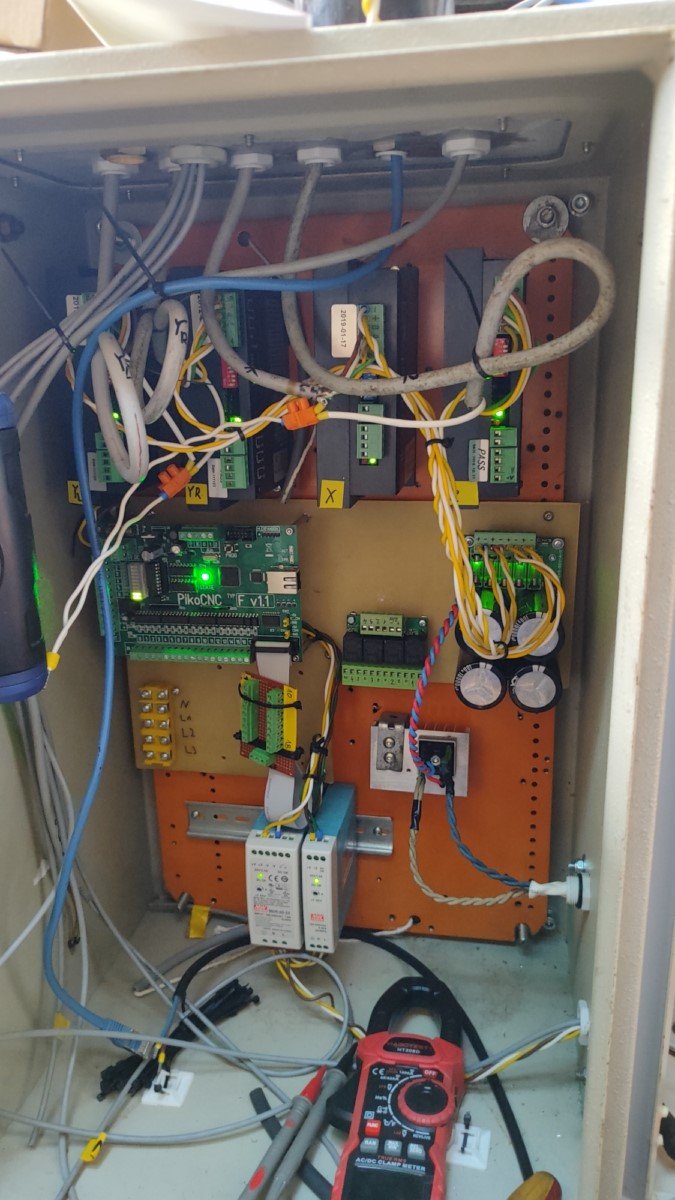
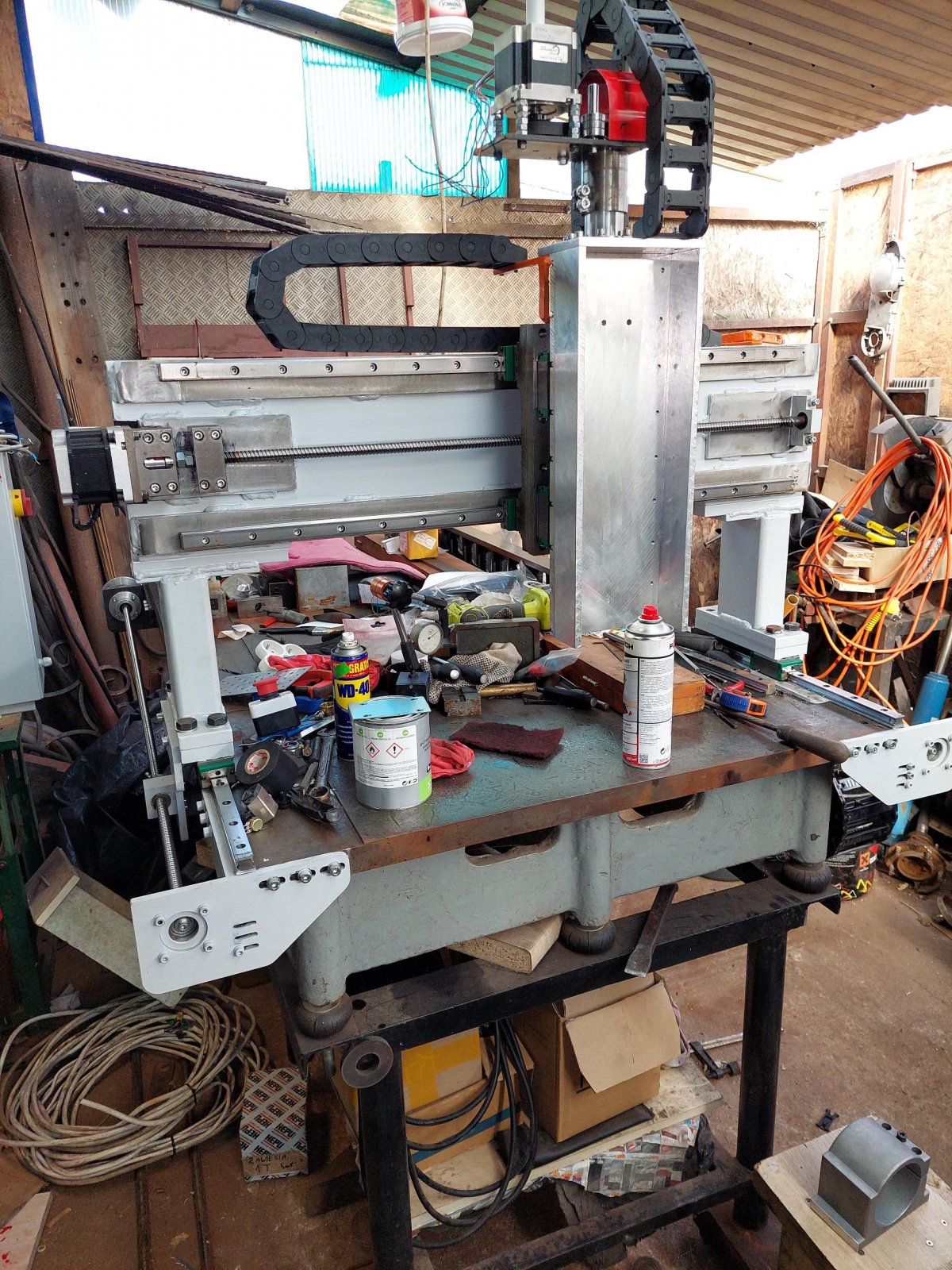
Maszyna doczekała się uruchomienia. po tylu latach. Pierwsze ruchy w trybie JOG.
Spinam oczujnikowanie i falownik, e stopy itp






Skomentuj
-
No niezły kawałek żelastwa :) Trzymam kciuki za uruchomienie. Nie czytałem wcześniejszych wiadomości, a widzę że masz dwa napędy bramy w osi Y. Planujesz je jakoś połączyć, czy będziesz starał się aby nie wypadły z synchronizmu?
Skomentuj
-
Dwa sterowniki pracują równolegle+silniki. Najpierw będę liczył że nie bedzie problemu z przekoszeniem, bo sztywność mechaniczna jest całkiem niezła, a w razie problemów zepnę pasem śruby.Skomentuj
-
zapomnij!
predzej czy pozniej i tak sie skosi :/
PG-CNC ma fajny patent na bazowanie bramy przy sterowaniu jednej osi 2 silnikami
robia prosty uklad logiczny na obie krancowki
jedna dojedzie, staje, czeka na druga
dopiero wtedy idzie sygnal do sterownika ze sie zbazowalo
mamy w pracy 2 duze maszyni i niestety potrafi sie to skosic :PSkomentuj
-
Nie ma opcji by się nie skosiło, może jak by to były serwa AC bazowane na indeksie, ale nie wiem jak przy 2 silnikach czy coś może bazować oś na w 2 indexy, absolutne enkodery i sterowanie po ethercat by można by uznać za spoko opcję (tak mi się wydaje bo i tego pewien nie jestem).
Pasek i pędzenie obydwu śrub paskiem, też się rozjedzie z czasem, od rozciągania, zużycia, itd. Ale będzie bezpieczniej.
To co mnie DIY CNC nauczyło to "zawsze jest kur** źle", tyle że zależy jak bardzo to źle mieści się w tolerancji roboty.
Koszenie nie wyjdzie z mechaniki, wyjdzie z durnoty elektroniki, budowy silników krokowych, z czasem i to jest najgorsze w tym sporcie.
Last edited by Marcin V; 06.10.2024, 22:26.Skomentuj
-
Obaj macie rację, wcześniej czy później coś może sie przekosić, kwestią kiedy i ile. Najpierw musze to sprawdzić i będę zbierał siły na zamiary. Na ten moment mam dwa czujniki krańcowe, ale trzeba je dobrze skalibrować, i dodatkowo potrzebował bym oddzielne sterowanie silników tej osi. Mój sterownik ma 4 osie niezależne i 1 techniczna. musze ustalić czy ta techniczna by sie nadała do tego zadania albo dodać kolejny układ który by to ogarniał. Chciałbym zachować możliwość dodania 4 osi obrotowej.
Kwestia sie rozwiązała. Mój sterownik ma wbudowane mini PLC , dodam kilka linijek które spowodują że dwa silniki będą sie bazować na dwa czujniki. Sterownik ma w zanadrzu jeszcze oś B jako slave innej, a mojej Y. "Wystarczy" tylko czujniki dobrze ustawić.Last edited by _NATAN_5064; 24.10.2024, 11:35.Skomentuj








Skomentuj